Технологический
раздел
Сборочные
единицы крепления
ДВС
Установка
призонных
болтов
Модернизация
судового дизеля
Тепловой расчёт
цикла модернизируемого
дизеля
Расчёт
на прочность
основных деталей
модернизируемого
ййййдизеля
Расчёт
на прочность
поршня, поршневого
пальца и поршневых
колец
Расчёт поршневого
пальца
Расчёт поршневого
кольца
Расчёт на
прочность
шатуна
Расчёт
цилиндров и
рабочих втулок
Расчёт на
прочность
клапана
Определение
основных параметров
топливной
аппаратуры
Система охлаждения
дизеля 6ЧНСП18/22
Гидравлический
расчёт систем
охлаждения
Модель
эрозионно-коррозионных
разрушений
в системах
ййййжидкостного
охлаждения
дизелей
Поведение
экипажа в
чрезвычайных
ситуациях
Поведение
экипажа в
чрезвычайных
ситуациях
Выбор
и обоснование
судна-прототипа
Определение
расчётной цены
двигателя
Расчёт строительной
стоимости судов
Расчёт
затрат на топливо
и энергию
Расчёт
амортизационных
отчислений
Подготовка
дизеля к пуску
после межнавигационного
отстоя фффили
ремонта
Подготовка
системы охлаждения
Подготовка
к пуску дизеля
после кратковременной
стоянки
Классификация
эндоскопов
Осветители
Использование
эндоскопов
Влияние
условий плавания
Выбор
режима работы
главного двигателя
Охрана окружающей
среды при
эксплуатации
дизеля
Диагностирование
состояния
дизеля по
физико-химическим
ррррсвойствам
моторного масла
Регулирование
дизеля
Навигация
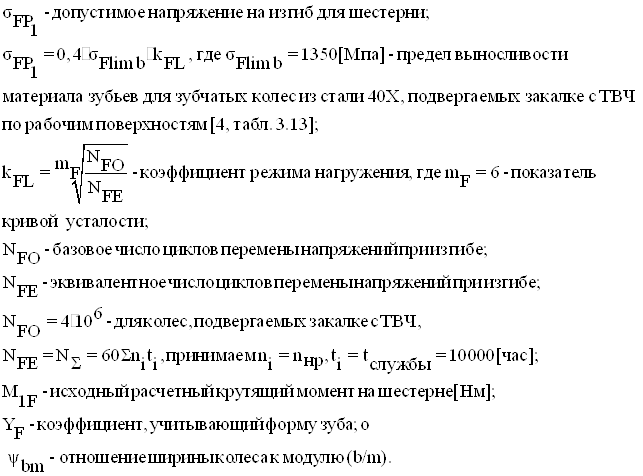
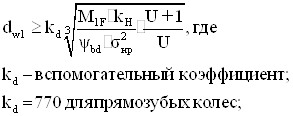
Расчёт на прочность поршня, поршневого пальца и поршневых колец
Модернизация двигателя мощностью 440 квт с целью повышения их технико-экономических показателей
236533
знака
25
таблиц
764
изображения
1.4.2. Расчёт на прочность поршня, поршневого пальца и поршневых колец
1.4.2.1. Расчёт поршня
Поршень двигателя внутреннего сгорания воспринимает давление газов, развивающееся в цилиндре, в результате чего его донышко непосредственно соприкасается с сильно нагретыми продуктами сгорания топлива. Поэтому металл, используемый для изготовления поршня, должен обладать высокими механическими свойствами при повышенных температурах, теплопроводностью, должен быть износоустойчивым и хорошо заполнять литейную форму. Металл, предназначенный для изготовления поршня быстроходных двигателей, в целях уменьшения силы инерции, возникающей при его движении, кроме того, должен иметь малый удельный вес.Поршни быстроходных дизелей изготовляют из лёгких сплавов на алюминиевой основе с высоким содержанием кремния и пониженным коэффициентом линейного расширения. Поршни из этих сплавов подвергают закалке в воде при 500–550С и отпуску при 100–200С на воздухе. Сплавы на алюминиевой основе имеют малый удельный вес и обладают высокой теплопроводностью. Поршни, изготовленные из этих сплавов, имеют малый вес и при работе двигателя низкую температуру донышка поршня.
Для предотвращения ускоренного износа рабочей поверхности поршни, изготовляемые из лёгких сплавов, после механической обработки подвергают анодизации. Анодизацию производят в электролитической ванне, наполненной 3%-ным раствором хромового ангидрида. Образующаяся после анодизации прочная гладкая плёнка предохраняет поверхность поршня от возникновения твёрдых кристаллов окиси, способствующих усиленному износу поршня и поверхности рабочей втулки цилиндра. Для ускорения приработки поверхность поршней гальваническим способом покрывают слоем олова толщиной около 0,02 мм.
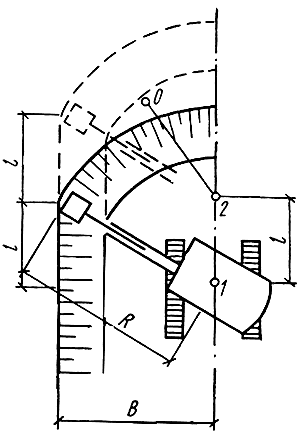
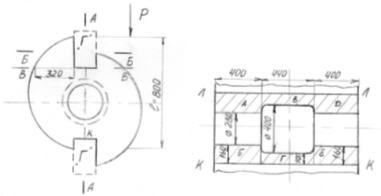
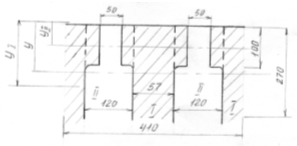
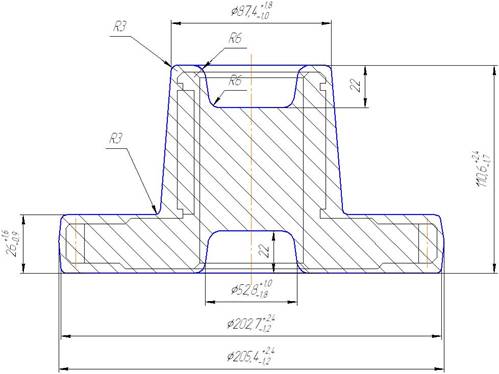
Предварительно принимаем основные размеры (рис. 1.9):
диаметр
поршня – ![]() мм;
мм;
толщина
донышка – ![]() мм;
мм;
расстояние
до первого
поршневого
кольца – ![]() мм;
мм;
диаметр
под поршневой
палец – ![]() мм;
мм;
рабочая
длина гнезда
пальца – ![]() мм.
мм.
Наименьшее
сечение головки
поршня проверяют
на сжатие силой
![]() :
:
![]() кгс/см2
кгс/см2![]() МПа
МПа ![]() МПа,
МПа,
где ![]() см2 – площадь
наименьшего
сечения головки
поршня.
см2 – площадь
наименьшего
сечения головки
поршня.
Давление
газов вызывает
напряжения
изгиба в донышке
поршня. Рассматривая
донышко как
круглую плиту,
опертую по
окружности
диаметра ![]() ,
изгибающий
момент относительно
сечения I–I:
,
изгибающий
момент относительно
сечения I–I:
![]() кгссм
кгссм
![]() Нм.
Нм.
Напряжения изгиба:
![]() кгс/см2
кгс/см2![]() МПа
МПа![]() МПа,
МПа,
где W – момент сопротивления плоского донышка:
![]() см3.
см3.
Длину направляющей части поршня проверяют по наибольшему допустимому удельному давлению на стенки цилиндра:
![]() кгс/см2
кгс/см2![]() МПа
МПа ![]() МПа,
МПа,
где ![]() кгс
кгс ![]() кН – наибольшее
нормальное
усилие, действующее
на стенку цилиндра.
кН – наибольшее
нормальное
усилие, действующее
на стенку цилиндра.
Допустимое значение k зависит от материала поршня и интенсивности теплоотвода от его стенок.
Поверхность опорных гнёзд пальца поршня проверяют на наибольшее допустимое удельное давление:
 кгс/см2
кгс/см2![]() МПа
МПа ![]() МПа.
МПа.
Допустимая
величина ![]() зависит от
способа закрепления
поршневого
пальца.
зависит от
способа закрепления
поршневого
пальца.
Похожие работы
... массы ковша. Грейфер применяют обычно для разработки грунтов малой плотности (I и II группы) и находящихся под водой. Более плотные грунты предварительно необходимо рыхлить. Производительность одноковшового экскаватора снижается по мере увеличения плотности грунта. Кроме того, она зависит от способа разработки грунта (при работе "на вымет" производительность повышается, при погрузке на ...

... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
... с короткозамкнутым ротором (КЗР) с характеристиками, не уступающим характеристикам двигателей постоянного тока (ДПТ). 3. СПЕЦИАЛЬНАЯ ЧАСТЬ. 3.1 Требования к электроприводу скребкового конвейера применительно к условиям данного цеха. При проектирование электрооборудования и устройств автоматики следует учесть что, цех РОЦ ...
... : ºС 3.Организационно-экономическая часть 3.1 Сравнительный технико-экономический анализ проектируемого и базового варианта В дипломном проекте решается задача решается задача необходимости модернизации патронного полуавтомата 1П756. Эта необходимость вызвана тем, что базовый вариант станка не соответствует современным требованиям, в частности, по надежности. Модернизация ...
0 комментариев