Методологические основы исследования финансовой деятельности предприятия: анализа и путей ее совершенствования
Информационное обеспечение финансового анализа
Порядок проведения общей оценки финансового состояния предприятия
Анализ ликвидности баланса, платежеспособности и финансовой устойчивости предприятия
Уставный фонд и имущество ООО «СИ-трейдинг»
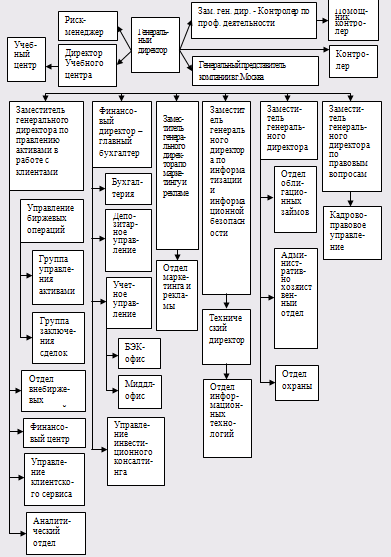
Организационная структура ООО «СИ-трейдинг»
Анализ финансовой деятельности ООО «СИ-трейдинг»
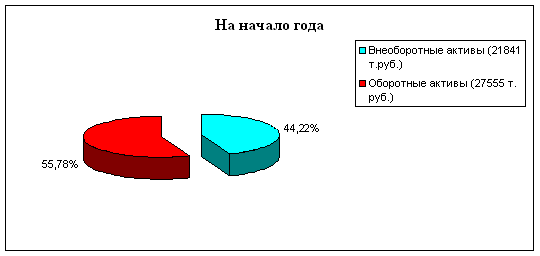
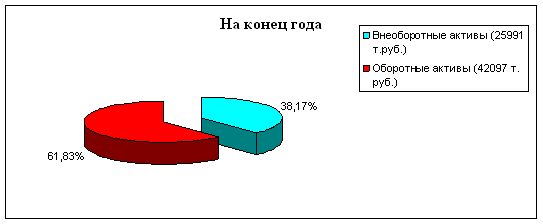
Анализ размещения капитала
Анализ чистых активов организации
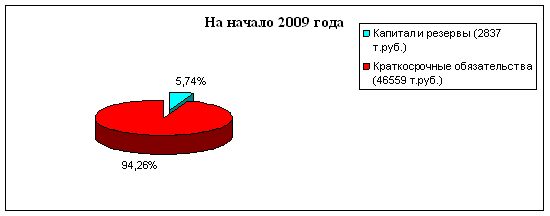
Анализ финансовой устойчивости предприятия
Анализ платежеспособности предприятия и диагностика вероятности его банкротства
Организационно-экономические мероприятия по совершенствованию финансовой деятельности ООО «Си-Трейдинг»
Экономическое обоснование эффективности инвестиционного проекта
Экономическое обоснование проекта «Бизнес-центр по 1-му Загородному переулку в г. Минске»
Экономическое обоснование проекта «Автовокзал «Центральный» по ул. Бобруйской в г. Минске»
Модуль управления и контроля
Проектирование и расчет искусственного освещения для выполнения работ при разработке проектируемого объекта
Выбор типа светильников и источников света. Размещение светильников в плане и разрезе помещения
Государственные и общественные структуры, к которым могут обращаться работники с жалобами на дискомфортные условия труда
Навигация
Модуль управления и контроля
Финансовая деятельность предприятия: анализ и пути ее совершенствования (на примере ООО "Си-трейдинг")
199272
знака
38
таблиц
7
изображений
3.3 Модуль управления и контроля
В данном разделе дипломного проекта разработан сборочный чертеж модуля управления и контроля. Модуль управления и контроля является составной частью устройства управления и контроля источником бесперебойного питания.
Модуль управления и контроля источником бесперебойного питания предназначено для контроля и управления необходимыми выходным напряжениями источника бесперебойного питания.
Модуль управления и контроля необходим для получения сигналов от датчиков устройства, и формированием соответствующего управляющего сигнала для источника бесперебойного питания.
Печатный узел – сложная многоэлементная сборная единица РЭА, которая объединяет множество элементов электрической схемы функционального узла [18].
Сборочный чертеж печатной платы должен обладать полной информацией по сборке радиоэлементов на плате, формовке выводов элементов перед установкой их на плату, вариантам установки тех или иных элементов согласно действующим нормативным документам, покрытию платы лаком или компаундом после монтажа (если это необходимо), применяемым припоям и паяльным пастам и т.п. [19]. Также в технических требованиях на поле чертежа конструктор вправе отметить любые дополнительные требования, которые он считает нужными.
Блок управления и контроля собран на двусторонней печатной плате из четырёхслойного фольгированного стеклотекстолита СФ‑2–35–1,5 ГОСТ 10316–91, обладающего следующими достоинствами:
– прочность сцепления фольги с основанием не менее 15 Н/см2;
– удельное объемное сопротивление 5000 ГОм∙см;
– тангенс угла диэлектрических потерь 0,03.
Фольгированный стеклотекстолит представляет собой слоистый прессованный материал, изготовленный на основе ткани из стеклянного волокна, пропитанной эпоксидной смолой, и облицованный с двух сторон медной электролитической, оксидированной или гальванической фольгой [20].
В качестве материала фольги использована медь, так как она обладает хорошими проводящими свойствами.
Печатная плата (ПП) – это основа печатного монтажа электронной аппаратуры, при котором микросхемы (МС), полупроводниковые приборы, электрорадиоэлементы (ЭРЭ) и элементы коммутации устанавливаются на изоляционное основание с системой токопроводящих полосок металла (проводников), которыми они электрически соединяются между собой в соответствии с электрической принципиальной схемой [18].
ПП представляют собой диэлектрическое основание, имеющее необходимые отверстия и проводящий рисунок плоских проводников и контактных площадок, обеспечивающий соединение ИМС и ЭРЭ в соответствии с принципиальной электрической схемой.
Покрытием для печатной платы служит лак марки УР‑231.01.2, т. к. он получил наибольшее применение в производстве при сборке печатных плат и имеет все необходимые свойства для защиты от внешних факторов. Покрытие осуществляется в два слоя, покрывается вся плата, за исключением поверхности контактных частей разъёмов.
Технологический процесс монтажа навесных деталей и элементов заключается в установке их на печатную плату и пайке. В зависимости от масштаба производства детали на плату устанавливаются вручную или механизированным способом. Пайку монтажных соединений выполняют паяльником или групповыми методами, из которых чаще всего применяют пайку погружением в волну припоя [20].
Плата модуля управления и контроля имеет двухстороннюю установку элементов. Навесные детали устанавливаются на плату со стороны монтажа. Со стороны пайки устанавливаются элементы СМД-монтажа.
Навесные детали устанавливаются на печатную плату после формовки выводов с «зиг-замком». Подрезают выводы на требуемую длину после их загибания или после установки их на плату.
Размещение навесных элементов на плате следует согласовывать с конструктивными требованиями. Выбор варианта установки на плату производят в соответствии с заданными условиями эксплуатации и другими техническими требованиями.
Размещение навесных элементов должно быть рациональным с учетом электрических связей и теплового режима, с обеспечением минимальных значений длин электрических связей, количества переходов печатных проводников со слоя на слой, паразитных связей между их навесными элементами. Распределение масс навесных элементов по поверхности платы должно быть, по возможности, равномерным, с установкой элементов с наибольшей массой вблизи мест технического крепления платы. Установочные размеры и варианты установки навесных элементов выбираются в соответствии с действующими стандартами на установку навесных элементов. Проводящий рисунок печатной платы, разработанный в трассировке соединений, должен удовлетворять требованиям ГОСТов [18].
Для получения качественных соединений необходимо поверхности, подлежащие пайке, тщательно очищать от загрязнений и окислов.
При пайке применяют только бескислотные флюсы. После нанесения флюс должен подсохнуть в течение 1…2 минут, чтобы быстрое испарение спирта, входящего в его состав, не привело к образованию раковин и пузырей. Для пайки припоем применяется паяльник мощностью 35Вт ПОС61 ГОСТ 21931–91. При пайке следует прогревать вывод изделия в течение 3…5 секунд, не касаясь паяльником печатного проводника. Соблюдение такого режима обеспечивает многократную перепайку деталей (до 10 раз) без нарушения металлизации печатного проводника. Остатки флюса удаляются тампоном из бязи, смоченным в этиловом спирте.
Большое значение на надежность радиоэлектронной аппаратуры оказывает выбор припоя для электрического монтажа. Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора припоя, флюса, способа нагрева и величины зазора. Припой должен хорошо растворять основной материал, обладать смачивающей способностью, быть дешевым и не дефицитным.
Из анализа характеристик припоев приведенных в справочных материалах видно, что наиболее подходящим для пайки ЭРЭ в нашем преобразователе является припой ПОС‑61 ГОСТ 21931–91 (температура кристаллизации: начальная – 190°С; конечная – 183°С) [21].
Нагрев платы при пайке припоем ПОС-61 производят паяльником или погружением платы в расплавленный припой, но перед этим плата должна пройти операцию флюсования. Флюсы паяльные применяются для очистки поверхности паяемого металла, а так же для снижения поверхностного напряжения и улучшения растекания и смачиваемости жидкого припоя.
Автоматизированный способ обеспечивает установку ЭРЭ без гарантированного зазора между корпусом и платой или же с зазором. Зазор в этом случае обеспечивается формовкой выводов.
Размеры, конфигурация и место крепления печатной платы выбираются в зависимости от установочных размеров, элементной базы, эксплуатационных характеристик и т.д.
Размеры печатной платы должны соответствовать ГОСТ 10317–79.
На печатных платах должны быть предусмотрены фиксирующие отверстия.
Форма печатной платы, разработанного модуля управления и контроля является прямоугольной. Стороны прямоугольной печатной платы должны быть параллельны линиям координатной сетки.
Для платы модуля управления и контроля выбран шаг координатной сетки равный 1,25 мм.
Технологический процесс изготовления печатной платы (ПП) химическим методом был выбран исходя из достоинств и недостатков метода.
ПП изготавливается химическим методом, следовательно рисунок ПП должен быть выполнен сеточно-графическим методом. Данный метод широко используется при массовом производстве ПП. Сущность метода заключается в том, что нанесение рисунка на заготовку платы осуществляется сквозь сетку – трафарет, по которому перемещается ракель и продавливает краску на плату. Затем плата с печатным рисунком подвергается травлению.
К достоинствам метода относятся высокая механизация и автоматизация технологического процесса, быстрота налаживания оборудования, малое число обслуживающего персонала.
Технология изготовления ПП сеточно-химическим методом состоит из следующих основных операций: раскройка материала и изготовление заготовок плат на дисковых ножницах; нанесение рисунка схемы кислотостойкой краской; травление схемы; удаление защитного слоя краски; крацовка; нанесение защитной эпоксидной маски; горячее лужение мест пайки; штамповка; маркировка; подготовка платы; подготовка выводов навесных элементов; установка элементов на плату; пайка элементов на плате; технический контроль; регулировка; технический контроль.
Раскройка материала и изготовление заготовок плат. Резка материала на технологические заготовки (полосы) производится на дисковых ножницах. Этот метод позволяет, в отличие от резки на дисковой плите, повысить производительность, полностью исключить засорение атмосферы помещения гетинаксовой или стеклотекстолитовой пылью и сократить расходы материала. Из полос материала на кривошипном прессе штампуют технологические заготовки плат. Заготовки имеют технологический припуск 2![]() 6 мм по контуру. В заготовках одновременно вырубаются технологические базовые отверстия, которые в большинстве случаев в готовых печатных блоках служат крепежами.
6 мм по контуру. В заготовках одновременно вырубаются технологические базовые отверстия, которые в большинстве случаев в готовых печатных блоках служат крепежами.
Нанесение рисунка схемы кислотостойкой краской. Заготовки плат поступают на автомат стеклографической печати, который кислотостойкой краской наносит рисунок схемы. Стеклографический станок-автомат, имеет два загрузочных бункера, в которые закладываются по 300 заготовок плат. Заготовки по одной забираются движущимися двухсторонним вакуумным столом, который подаёт их в рабочую позицию нанесения рисунка, т.е. под сетку-трафарет. Как только заготовка стала в рабочую позицию нанесения рисунка, автоматически осуществляется движение ракеля, который продавливает краску через сетку-трафарет. После этого стол поворачивается, забирая плату из-под сетки-трафарета, вакуум снимается и плата с нанесённым рисунком по склизу спадает в сушило. Такой же цикл выполняется и на другой стороне стола. Платы по очереди забираются из левого и правого бункеров и соответственно сбрасываются после нанесения рисунка в левое и правое термодинамическое сушило. Время одного цикла – 8 сек., ритм выхода платы – 4 сек. Производительность автомата – 900 оттисков в час. Автомат регулируется на различные размеры плат (заготовок) от 190´50 мм до 400´20 мм. В условиях серийного производства автомат обслуживается одним наладчиком.
Травление схемы. Платы с нанесённым рисунком подвергаются травлению, которое выполняется на специальном полуавтоматическом агрегате. Агрегат травления конструктивно представляет собой поточную линию, через которую на жгутовом транспортире проходят платы. В процессе движения производится их обработка. Травление осуществляется раствором хлорного железа с плотностью 1,35¸1,40. На агрегате выполняются следующие операции:
– Вытравливание фольги в местах, незащищённых краской;
– Удаление остатков травления с платы методом обдува струёй воды;
– Промывка плат водой двухсторонним дождеванием;
– Сушка плат струёй горячего (t = 60¸70°C) воздуха.
Для интенсификации процесса травления раствор хлорного железа, подаваемый насосом в растворительные форсунки, подогревается до 35 – 40 °С газом в специальных баках. Все основные узлы агрегата выполнены из титановых сплавов или неметаллических материалов, стойких в растворе хлорного железа. Скорость движения транспортёра может регулироваться в диапазоне 0,5 – 0,8 м/мин специальным ступенчатым редуктором. Она определяется травящей способностью раствора хлорного железа. Полезная ширина транспортёра 450 мм. Габариты обрабатываемых плат от 50´150 мм до 450´450 мм. Производительность агрегата 13,5¸21,5 м2/ч. Обслуживается агрегат одним человеком.
Удаление защитного слоя краски. Удалить краску можно различными растворителями: ацетоном, растворителем №646, уайт-спиртом, дихлорэтаном, трихлорэтаном, и другими. Однако все эти процессы с перечисленными растворителями связаны с существенной вредностью для организма человека, пожарной и взрывоопасностями. Поэтому в промышленности разрабатываются и способы удаления краской гидропульпой, по принципу гидропескоструйной обработки. Специальный полуавтоматический агрегат, производит удаление краски струёй воднопесчаной пульпы, поступающий из сопел специальной гидропушки, под давлением 1,5 атм. Плата загружается в приёмный механизм и с помощью группы подающих, вертикально расположенных резиновых валиков, транспортируется через камеры агрегата. Затем подаётся в камеру промывки и сушки. Такой способ удаления краски полностью исключает все неприятности химических способов. Кроме этого, одновременно с краской с печатных проводников удаляется оксидная плёнка. На данной установке можно обрабатывать платы размерами от 200´50 мм до 500´250 мм. В установке предусмотрено три скорости подачи заготовок 2,1; 1,56; 1,12 м/мин., обеспечивающие среднюю производительность 120 погонных метров в час или 18 м2/час. Установка обслуживается одним человеком.
Горячее лужение мест пайки. После нанесения эпоксидной маски и полимеризации, платы поступают на автоматический агрегат горячего лужения, на котором они проходят операцию лужения, промывки и сушки. Печатные платы стойкой (рисунок вниз) загружаются в автоматический бункер, из которого специальным толкателем по одной подаются под валки привода. Передвигаясь в торец одна за другой по направляющим, платы проходят последовательно под двумя волнами припоя (сплав типа Розе, температура плавления +95°С). Сплав Розе защищает покрытие проводников печатной платы от окисления во время её хранения до момента её последующей обработки. Излишки припоя снимаются ракелем из термостойкой резины и возвращаются в ванну с припоем. Из жёстких направляющих плата попадает на жгутовой транспортёр, двигаясь по которому последовательно проходит операцию промывки горячей водой (60 – 70°С) и сушки горячим воздухом (80 – 90°С), скорость движения платы в агрегате 0,7 м/мин, температура припоя 145°С. Максимальная ширина обрабатываемых плат 250 мм. Производительность установки от 4 до 16 м2/ч, зависит от размера обрабатываемых плат [20].
При проектировании конкретного образца модуля управления и контроля были учтены следующие требования:
– назначение и область применения модуля управления и контроля;
– заданные электрические характеристики;
– условия эксплуатации, определяющие степень воздействия внешней среды;
– требования к конструкции (надежность, ремонтопригодность, масса, габариты, тепловые режимы).
В заключении следует отметить, что спроектированный модуль управления и контроля, являющийся составной частью устройства управления и контроля источником бесперебойного питания, предназначен для получения сигналов от датчиков устройства, и формированием соответствующего управляющего сигнала для источника бесперебойного питания. Модуль управления и контроля имеет следующие габаритные размеры: 150х55х33 (мм), шаг координатной сетки равен 1,25 мм.
В графической части дипломного проекта приведен сборочный чертеж модуля управления и контроля, а в приложении И – спецификация.
Похожие работы
... предприятие может осуществлять внешнеэкономическую деятельность через посредников (отечественных или зарубежных), а также напрямую, самостоятельно. С учетом специфики Беларуси возможны два варианта организации внешнеэкономической деятельности предприятия: создание внешнеторговой фирмы или образование отдела внешнеэкономических связей в рамках действующего аппарата управления предприятием. При ...
... это снизило размер выручки от продаж. 7.4 Экономический анализ финансовых показателей экономической деятельности ООО «Интегро-Трейдинг» Финансовая деятельность организации, характеризуется системой показателей, отражающих наличие, размещение и использование финансовых ресурсов организации. Финансовое состояние является результатом взаимодействия всех элементов системы финансовых отношений ...
... потенциала 4.1 Методы оценки, подбора, расстановки и обучение кадров на предприятии (социально-психологические приемы и методы В качестве одного из предложений по совершенствованию кадровой политики в ЗАО «ТД «Юниспекр Трейдинг» является разработка и введение в действие положения об аттестации персонала, которое бы регламентировало порядок проведения аттестации персонала в структурных ...
... негарантированном, динамичном фонде оплаты труда. В этой связи в следующей главе дипломной работы целесообразным видится анализ методики совершенствования системы оплаты труда ЗАО "Элемтэ". ГЛАВА 3. Совершенствование системы оплаты труда ЗАО ИК "Элемтэ" 3.1 Концепция и методика разработки бестарифной модели оплаты труда В основе предлагаемой бестарифной модели организации заработной платы ...
0 комментариев