Описание назначения детали
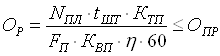
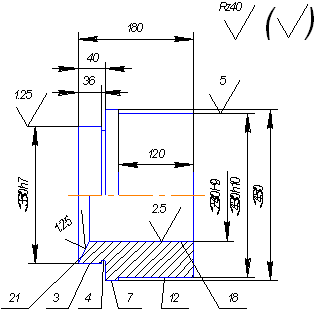
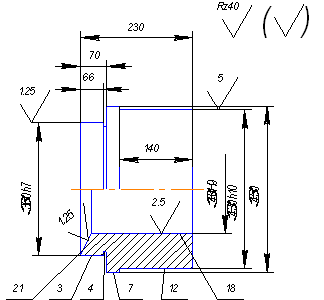
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Требования безопасности при работе на шлифовальных станках
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
11.5 Требования безопасности при работе на шлифовальных станках
Перед началом работы на станке следует проконтролировать центричность круга и шпинделя (отсутствие биения). Проверить, легко ли перемещается задняя бабка и пиноль, нет ли на абразивном круге трещин и выбоин. Неисправный абразивный инструмент должен быть заменён. Проверяют также наличие прокладки между зажимными фланцами и кругом, степень крепления гаек зажимающих фланцев.
При работе с магнитной плитой или патронами следует включить сначала умформер, а затем станок. Запрещаются детали, удерживаемые остаточным магнетизмом, снимать ударами или рывками. При работе на станке с магнитными столами, плитами, патронами необходимо соблюдать требования:
- не допускать повышения температуры магнитных узлов, так как это может вызвать сгорание изоляции, выброс деталей или взрыв внутри плиты;
- не устанавливать на станке для шлифования погнутые детали.
Для снятия деталей, удерживаемых достаточным магнетизмом электромагнита, переключить ток в обратном направлении или пользоваться демагнетизатором.
При работе станка шлифовальный круг на деталь или деталь на круг нужно подавать плавно, без рывков или резкого нажима.
Если кругом, предназначенным для мокрого шлифования, работают всухую, то при переходе к работе с охлаждением следует подождать, пока круг охладится, и только после этого начать работу с охлаждающей жидкостью. По окончании работы с охлаждающей жидкостью надо выключить подачу жидкости и включить станок на холостой ход на 2-3 минуты для просушки круга с минеральной связкой.
Для удаления абразивной пыли необходимо пользоваться специальной щёткой или совком, при этом надо надевать защитные очки.
У каждого шлифовального станка или группы станков, на которых работы выполняют кругами разного диаметра, на видном месте должна быть вывешена таблица с указанием допустимой рабочей окружной скорости используемых кругов и частоты вращения шпинделя станка в минуту. На станке, работающего на скоростных режимах, защитный кожух должен иметь окраску отличную от окраски станка.
11.6 Требования безопасности при работе абразивным инструментом
При работе абразивными инструментами безопасность должна обеспечиваться с учетом вероятности воздействия следующих опасных и вредных факторов: разрывов шлифовального круга, повышенной запыленности воздуха рабочий зоны, образование в ней аэрозолей при обработке с использованием смазочно-охлаждающей жидкости (СОЖ), повышенного уровня шума и вибрации при работе с ручными шлифовальными машинами.
Перед установкой на станок абразивный инструмент должен быть осмотрен. Не допускается эксплуатация инструмента с трещинами на поверхности, а также не имеющего отметки об испытании на механическую прочность или с просроченным сроком хранения. Инструмент в этом случае может допускаться к эксплуатации после проверки на механическую прочность.
Шлифовальные круги диаметром 250 мм и более, а также круги диаметром 125 мм и более, предназначенные для работы с рабочей скоростью свыше 50м/с, в сборке с планшайбой перед установкой на станок должны быть сбалансированы. При обнаружении дисбаланса круга после первой проверки или в процессе работы должна быть произведена повторная балансировка.
На шлифовальных кругах, кроме кругов диаметром менее 250 мм и эльборовых, должны быть нанесены цветовые полосы: желтая - на кругах с рабочей скоростью 60м/с, красная - 80м/с, зеленая - 100м/с, зеленая и синяя - 125м/с.
К испытаниям и работе с абразивным инструментом допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение, аттестацию - квалификационную комиссию по охране труда.
12 Конструирование заготовки
В серийном производстве заготовки изготовляют на штамповочных молотах и прессах преимущественно в закрытых штампах. В мелкосерийном производстве этот способ применяют редко из-за высокой себестоимости штампов.
Горячую штамповку осуществляют в открытых и закрытых штампах. В первом случае образуется облой, т. е. отход лишнего металла в результате истечения; облой компенсирует неточность в весе исходной заготовки. Во втором случае облой отсутствует, следовательно, расход металла на заготовку меньше.Штамповка может осуществляться в одно- и многоручьевых штампах; мелкие заготовки штампуют в многоштучных штампах.
Этот способ производителен и экономичен.
Фасонные, а также пустотелые заготовки цилиндрической формы штампуют на гидравлических прессах. Пустотелые заготовки изготовляют путем прошивки отверстия с последующей протяжкой через кольцо или высадкой, а болты, заклепки и подобные детали — на фрикционных винтовых прессах в специальных сборных штампах с разъемными матрицами.
Штамповки позволяет значительно уменьшить штамповочные уклоны и припуски, что снижает расход металла.
Вывод:
Получение данной детали типа «Цанга» из штампованной заготовки является самым оптимальным и экономичным вариантом. Преимуществом штамповки является большая экономия металла, обусловленная высоким классом чистоты обработанных поверхностей, благодаря чему механическая обработка сводится к минимуму.
13 Расчет калькуляции данной детали 13.1 Бизнес-план
Бизнес-план – это общепринятая в мировой хозяйственной практике форма представления деловых предложений и проектов, содержащая развернутую информацию о производственной, сбытовой, финансовой деятельности фирмы и оценку перспектив, условий и форм сотрудничества на основе баланса собственного экономического интереса фирмы и интересов партнеров, инвесторов, потребителей и конкурентов, перспектив, форм и условий сотрудничества. В условиях рынка нереально добиться стабильного успеха в бизнесе, если не планировать эффективное его развитие, не аккумулировать постоянно информацию о собственных перспективах и возможностях, о состоянии целевых рынков, положении на них конкурентов и т.д.
Бизнес-план – это краткое, точное, доступное описание предлагаемого бизнеса. Целью проекта является создание предприятия, которое будет производить комплектующие изделия применяемые в машиностроении. Производимая продукция являлась качественной и конкурентоспособной на рынке товарно - производственного назначения. По мере развития производства разрабатывать и выпускать другую продукцию на этом же оборудовании, что позволит укрепить положение фирмы на рынке производителей и расширить производство.
Качество продукции – это совокупность свойств продукции обуславливающих её пригодность удовлетворять определённые потребности в соответствии с назначением.
Стандарт – это документ устанавливающий требования к группам однородной продукции, правила её разработки, производства применения.
Для создаваемого предприятия выбрана организационно – правовая форма – Общество с ограниченной ответственностью, это одна из наиболее популярных форм хозяйственных обществ. Участники такого общества не отвечают по его обязательствам и несут риск убытков, связанных с деятельностью общества, в пределах стоимости внесенных ими вкладов. Если же участник внес вклад в уставный капитал общества не полностью, то он несет ответственность в пределах стоимости неоплаченной части его вклада. Общество же не отвечает по обязательствам своих участников. ООО может быть учреждено одним лицом, которое становится его единственным участником или может впоследствии стать обществом с одним участником, но не может иметь в качестве единственного участника другое хозяйственное общество, состоящее из одного лица. Число участников общества не должно быть более пятидесяти. Участники общества с ограниченной ответственностью вправе:
1)участвовать в управлении делами общества в порядке, установленном законом и учредительными документами общества;
2)получать информацию о деятельности общества и знакомиться с его бухгалтерскими книгами и иной документацией в установленном его учредительными документами порядке;
3)принимать участие в распределении прибыли;
4)продать или иным образом уступить свою долю в уставном капитале общества либо ее часть одному или нескольким участникам данного общества в порядке, предусмотренном Федеральным законом и уставом общества;
5)в любое время выйти из общества независимо от согласия других его участников;
6)получить в случае ликвидации общества часть имущества, оставшегося после расчетов с кредиторами, или его стоимость.
Для производства детали «Цанга» необходимо купить оборудование, в связи, с чем первоначальные инвестиции составят 18 150 000 рублей. Финансирование будет производиться за счет нераспределенной прибыли прошлых периодов. При этом предполагаемый объем продаж составит 15000 штук в год, что частично удовлетворит рынок, ожидаемая чистая прибыль составит 438 512 тысяч рублей.
13.2 Исходные данные1. Наименование детали Цанга
2. Материал Сталь 65Г ГОСТ 1050 – 04
3. Масса готовой детали1,77 кг.
4. Вид заготовки Штамповка
5. Масса заготовки 2,309 кг.
6. Годовая программа выпуска 15000
7. Режим работы 2 смены
8. Продолжительность смены8 часов
9. Коэффициент загрузки участка 0,4
10.Технологический процесс изготовления детали Таблица 1.
Таблица 1
| № | Наименование операции | Тип обору-дования | Норма времени | Разряд работ | Мощность Электродвигателя, (кВт) | |
| tшт, мин. | tо, мин. | |||||
| 1 | Токарная | 16К20 Ф3 | 10,43 | 1,8 | 5 | 10 |
| 2 | Токарная | 16К20 Ф3 | 11,81 | 2,66 | 5 | 10 |
| 3 | Сверлильная | 2А150 | 0,59 | 0,20 | 4 | 7,5 |
| 4 | Сверлильная | 2А125 | 1,19 | 0,70 | 4 | 2,2 |
| 5 | Фрезерная | 6Н12П | 0,96 | 0,30 | 4 | 7 |
| 6 | Резьбофрезерная | 5Б63 | 2,11 | 0,90 | 4 | 4 |
| 7 | Внутришлифовальная | 3А227 | 1,29 | 0,12 | 5 | 7,645 |
| 8 | Круглошлифовальная | 3Б151 | 1,43 | 0,03 | 5 | 7,5 |
| 9 | Заточная | 3Д642Е | 1,3 | 0,036 | 5 | 1,5 |
| Итого: | 31,11 | 6,746 | ||||
13.3 Производственные расчёты
13.3.1 Расчет требуемого количества оборудования
Необходимое количество оборудования на каждой операции определяем по формуле:
 ,
,
где Op- расчетное количество оборудования;
Onp - принятое количество оборудования;
Nпл - годовая программа выпуска изделия в планируемом году;
tшт- норма времени (мин);
Ктп - коэффициент технологических потерь Кт.п. = 1,02 /1,03;
Квн - коэффициент выполнения норм Кв.н. = 1,06 / 1,1;
η - коэффициент загрузки участка:
Коэффициент загрузки участка – это есть загруженные рабочие места:
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев