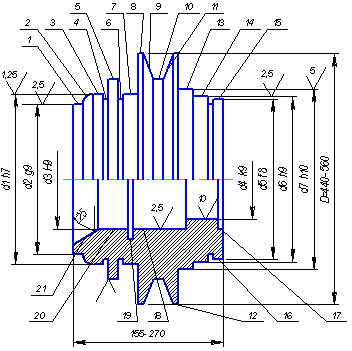
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Определяем скорость резанияV
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
4 Определяем скорость резанияV.
V = Vт ·Кvи Кvф ·Кv1 ·Кvо , м/мин.
Vт = 290;Кvи = 0,65;Кvф = 0,86;Кv1 = 1,2;Кvо = 1,0;
где Vт – табличное значение скорости резания.
Кvи – коэффициент, учитывающий свойства материала инструмента.
Кvф – коэффициент, учитывающий влияние угла в плане.
Кv1 – коэффициент, для поперечного точения.
Кvо – коэффициент, учитывающий влияние СОЖ.
V = 290 0,65 0,86·1,2· 1,0 = 127 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() ,
,
где L - длина обрабатываемой поверхности, мм;
L1 - величина врезания и перебега, мм
i - число проходов;
L=![]()
L = ![]() мм; L1=5; i = 1;
мм; L1=5; i = 1;
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 2. Точить поверхность 2 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – скоба
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06 ; опорная 19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 85,5 мм, диаметр до обработки
d = 83 мм, диаметр после обработки
l = 32 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = D – d; П = 85,5 – 83 = 2,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsи · Кsм;
Sо = 0,47; Кsn = 1,0;Кsи = 1,0; Кsм = 1,07;
S = 0,47 · 1,0 · 1,0 · 1,07 = 0,5 мм/об.
4 Определяем скорость резанияV:
V = Vт · Кvи · Кvф · Кvж · Кvи · Кvо , м/мин.
Vт = 190;Кvи = 0,65;Кvф = 0,86;Кvж = 1,2;Кvи = 1,0;Кvо = 1,0;
где Кvж – коэффициент, учитывающий жесткость технологической системы.
Кvи – коэффициент, учитывающий вид обработки.
V = 290 · 0,65 · 0,86· 1,2· 1,0 = 127 м/мин.
5 Подсчитываем число оборотов шпинделя п:
![]() об/мин.
об/мин.
 об/мин.
об/мин.
6 Определяем основное время Т0, мин:
![]() , где
, где
L = l +y1 + y2
где l - длина обрабатываемой поверхности, мм;
y1- величина врезания, мм
y2- величина перебега, мм.
l = 32; i =1;
L = 32 мм.
 мин.
мин.
Операция 010 Токарная
Содержание операции: Переход 3. Точить торец 3 (начерно)
Исходные данные:
Оборудование – Токарный станок с ЧПУ мод. 16К20ФЗ
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83
Мерительный инструмент – Шаблон линейный двусторонний
скоба линейная односторонняя
Режущий и рабочий инструмент – Резец проходной (отогнутый) Т5К10 ГОСТ 21151 – 03 Тип 4 Пластины ГОСТ: режущая 19048 – 06;опорная
19075 - 06
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D = 138 мм, диаметр обрабатываемой заготовки
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = 1 мм.
2 Устанавливаем глубину резания t, мм: t = П ;t =1мм;
3 Выбираем подачу S и коэффициенты:
S = Sо · Кsn · Кsи · Кsм;
Sо = 0,47; Кsn = 1,0;Кsи = 1,0; Кsм = 1,07;
гдеSо – табличное значение подачи на оборот, мм.
Кsn – коэффициент, учитывающий состояние обрабатываемой поверхности.
Кsи – коэффициент, учитывающий материал инструмента.
Кsм – коэффициент, учитывающий материал обрабатываемой детали.
S = 0,47 · 1,0 · 1,0 · 1,07 = 0,5 мм/об.
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев