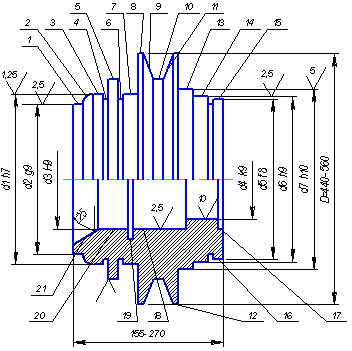
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Считаем штучное время
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,12 + 1,07 + 0,048 + 0,048 = 1,29 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 3,0 + 1,5 + 0,15 + 0,15 + 0,15 + 0,2 + 0,2 + 0,3 = 11,65 мин.
Операция 050 Кр. шлифовальная
Содержание операции: Шлифовать ø 45 h9 с подшлифовкой торца.
Исходные данные:
Оборудование – Кр. шлифовальный станок 3Б151
Приспособление – Оправка ГОСТ 18438 – 05, поводковая планшайба, хомутик, центра
Мерительный инструмент – Индуктивная скоба
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП250х40х76 24А 10–П С2 7 К5 35 ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
D= 45,5 мм, диаметр до обработки
d = 45 мм, диаметр после обработки
l = 30 мм, длина обрабатываемой поверхности
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торцаопределяемвеличину межоперационного припуска П, мм
П = D – d; П = 45,5– 45 = 0,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Определяем скорость шлифовального кругаVкр.
Vкр = 25, м/сек.
4 Подсчитываем число оборотов шлифовального круга nкр:
 об/мин.
об/мин.
где π – постоянная
 об/мин.
об/мин.
Корректируем по паспорту станка nкр = 2 200 об/мин.
5 Уточняем скорость шлифовального кругапо принятым оборотам Vкр.
 , м/сек.
, м/сек.
![]() м/сек.
м/сек.
6 Определяем скорость вращения деталиVд.
Vд = 20м/мин.
7 Подсчитываем число оборотов шпинделя п:
![]() , об/мин.
, об/мин.
 об/мин.
об/мин.
Корректируем по паспорту станка n= 150 об/мин.
8 Уточняем скорость детали по принятым оборотам V, м/мин:
![]() , м/мин
, м/мин
![]() м/мин.
м/мин.
9 Определяем продольную подачу круга S0:
Sо = Sд · Вкр ;
Sд = 0,3; Вкр = 40;
гдеSд – подача в долях ширины круга, мм.
Вкр – ширина круга.
Sо = 0,3 · 40 = 12 мм/об;
10 Определяем скорость продольного хода стола станка Vст.
![]() , м/мин.
, м/мин.
![]() м/мин.
м/мин.
11 Определяем основное время Т0, мин:
 , мин.
, мин.
 мин.
мин.
Расчет норм времени для 050 Кр. шлифовальной
1 Основное время
ТО= 0,03 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время с вязанное с переходами
tпер.= 0,65 мин.;
2.3. Время контрольных измерений
tк.=0,19 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,45 + 0,65 + 0,19 = 1,29 мин.
3. Находим время на обслуживание
Тобс = (То + Твс) ![]() = (0,03 + 1,29)
= (0,03 + 1,29) ![]() = 0,053 мин.
= 0,053 мин.
4. Находим время на физические нужды
Тф = (То + Твс) ![]() = (0,03 + 1,29)
= (0,03 + 1,29) ![]() = 0,053 мин.
= 0,053 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,03 + 1,29 + 0,053 + 0,053 = 1,43 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 1,2 + 0,3 + 0,3 + 0,3 + 0,5 + 0,5 + 0,5 = 9,6 мин.
Операция 055 Заточная
Содержание операции: Прорезать 3 перемычки.
Исходные данные:
Оборудование – Универсально – заточной станок модели 3Д642Е
Приспособление – Патрон 3-х кулачковый пневматический ГОСТ 2578 – 83 и поворотный стол
Мерительный инструмент – Калибр плоский
Режущий и рабочий инструмент – Шлифовальный круг из белого электрокорунда ПП80х3х32 24А 10–П С2 7 К5 35ГОСТ 2424 – 83
Обработка - Эмульсия на основе НГЛ-205А(Б) ТУЗ8.101547-2004
Расчёт припусков и режимов резания
1 Определяем припуск на обработку:
По чертежу детали для заданного торца определяем величину межоперационного припуска П, мм
П = D – d; П = 40– 31,5 = 8,5 мм.
2 Устанавливаем глубину резания t, мм: t =![]() ;t =
;t = мм;
мм;
3 Определяем скорость шлифовального кругаVкр.
Vкр = 20, м/сек.
4 Подсчитываем число оборотов шлифовального круга nкр:
об/мин.
где π – постоянная
 об/мин.
об/мин.
Корректируем по паспорту станка nкр = 5 000 об/мин.
5 Уточняем скорость шлифовального кругапо принятым оборотам Vкр.
 , м/сек.
, м/сек.
![]() м/сек.
м/сек.
6 Определяем подачу круга S0:
Sо = 0,5 мм/об;
7 Определяем основное время Т0, мин:
![]() , где
, где
 мин.
мин.
Расчет норм времени для 055 Заточной
1 Основное время
ТО= 0,036 мин.
2 Вспомогательное время:
2.1. Время на установку и снятие детали
tуст.=0,45 мин.
2.2. Время с вязанное с переходами
tпер.= 0,50 мин.;
2.3. Время контрольных измерений
tк.=0,22 мин.
Находим вспомогательное время
Твс = tуст + tпер + tк;
Твс= 0,45 + 0,50 + 0,22 = 1,17 мин.
3. Находим время на обслуживание
Тобс = (То + Твс) ![]() = (0,036 + 1,17)
= (0,036 + 1,17) ![]() = 0,048 мин.
= 0,048 мин.
4. Находим время на физические нужды
Тф = (То + Твс) ![]() = (0,036 + 1,17)
= (0,036 + 1,17) ![]() = 0,048 мин.
= 0,048 мин.
5. Считаем штучное время
Тшт = То + Твс + Тобс + Тф = 0,036 + 1,17 + 0,048 + 0,048 = 1,3 мин.
6. Находим подготовительно – заключительное время
Тп.з.= 4,0 + 2,0 + 1,2 + 0,3 + 0,3 + 0,3 + 0,5 + 0,5 + 0,5 = 9,6 мин.
Расчет норм времени для полного изготовления детали.
1. Основное время
ТО = 1,8 + 2,66 + 0,2 + 0,7 + 0,3 + 0,9 + 0,12 + 0,03 + 0,036 = 6,75 мин.
2. Вспомогательное время:
Твс= 7,85 + 8,27 + 0,35 + 0,41 + 0,59 + 1,05 + 1,07 + 1,29 + 1,17 = 22,05 мин.
3. Считаем штучное время
Тшт = 10,43 + 11,81 + 0,594 + 1,198 + 0,96 + 2,106 + 1,29 + 1,43 + 1,3 = 31,12 мин.
4. Находим подготовительно – заключительное время
Тп.з.= 12 + 9,2 + 11 + 11,5 + 15,7 + 12,2 + 11,65 + 9,6 + 9,6 = 102,45 мин.
Тобщ = ТО + Твс + Тшт + Тп.з = 6,75 + 22,05 + 31,12 + 102,45 =162,37 мин
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев