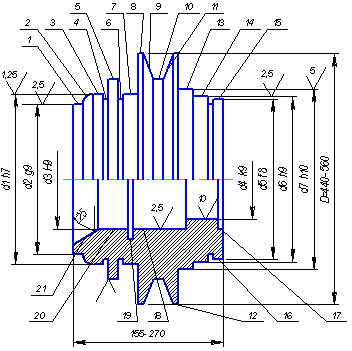
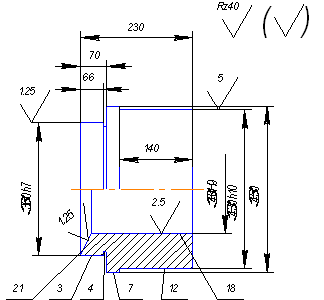
Описание назначения детали
Нарезать 4 резьбы М10-Н7
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Определяем скорость резанияV
Время с вязанное с переходами
Считаем штучное время
Считаем штучное время
Технические характеристики оборудований
Вертикально – сверлильный станок модели 2А125
Круглошлифовальный станок модели 3Б151
Промышленный робот модели М20.Ц48.01
Требования безопасности при работе на токарных станках
Требования безопасности при работе на шлифовальных станках
Если они загружены в полном объёме, то коэффициент загрузки равен 1
Расчет общей численности работающих на участке
Расчет численности вспомогательных рабочих
Расчет фондов заработанной платы основных рабочих
Расчет фондов заработанной платы вспомогательных рабочих
Определение потребности в основных материалах
Расчет стоимости нормативно - чистовой продукции
Навигация
Вертикально – сверлильный станок модели 2А125
Разработка автоматизированного участка изготовления детали "Фланец"
136578
знаков
22
таблицы
11
изображений
9.3 Вертикально – сверлильный станок модели 2А125.
| Техническая характеристика | Станок модели 2А125 |
| Размеры рабочей поверхности стола, мм: ширина длина | 375 500 |
| Наибольший диметр сверления в стали (σ в = 50 – 60 кгс/мм2), мм | 25 |
| Расстояние от оси шпинделя до стойки ( вылет шпинделя). мм | 250 |
| Расстояние от торца шпинделя до поверхности стола, мм | 0 – 700 |
| Набольшее вертикальное перемещение стола, мм | 325 |
| Наибольшее усилие подачи, кгс | — |
| Крутящий момента шпинделе, кгсм | — |
| Конус Морзе отверстия шпинделя | №3 |
| Наибольший ход шпинделя, мм | 175 |
| Наибольшее вертикальное перемещение сверлильной головки, мм | 200 |
| Скорость быстрого перемещения шпинделя, м/мин | — |
| Число ступеней оборотов шпинделя в минуту | 9 |
| Пределы или значения чисел оборотов шпинделя в минуту | 97 380 136 540 196 676 270 950 1360 |
| Число ступеней подач шпинделя | 9 |
| Пределы подач или подачи шпинделя мм/об | 0,1 0,28 0,13 0,36 0,17 0,48 0,22 0,62 0,81 |
| Мощность электродвигателей, кВт: привода главного движения привода насоса охлаждения привода быстрого перемещения | 2,2 0,125 — |
| Габариты станка, мм: длина ширина высота | 980 825 2300 |
| Масса станка, кг | 870 |
9.4 Вертикально – фрезерный станок модели 6Н12П.
| Техническая характеристика | Станок модели 6Н12П |
| Размеры рабочей поверхности стола, мм: ширина длина | 320 1250 |
| Наибольшее перемещение стола, мм: продольное поперечное вертикальное | 700 260 370 |
| Конус отверстия шпинделя ( по ГОСТу 836 – 62) | №3 |
| Расстояние от торца шпинделя до поверхности стола, мм. | 30 - 450 |
| Поворот фрезерной головки, град | ± 45 |
| Количество ступеней чисел оборотов шпинделя | 18 |
| Числа оборотов шпинделя в минуту | 30235 37,5 300 47,5 375 60 475 75 600 95 750 118 950 1501180 1901500 |
| Количество ступеней подач стола | 18 |
| Подача стола, мм/мин: продольная поперечные вертикальные | 23,5 190 30235 38 300 48 375 60 475 75 600 95 750 118 950 1501180 23,5 – 1180 8 – 390 |
| Скорость быстрых перемещения стола, мм/мин: продольного поперечного вертикального | 2200 2200 730 |
| Мощность электродвигателей, кВт: привода главного движения привода подачи привода насоса охлаждения | 7 |
| Габариты станка, мм: длина ширина высота | 2100 1740 1875 |
| Масса станка, кг | 2900 |
9.5 Резьбофрезерный станок модели 5Б63
| Техническая характеристика | Станок модели 5Б63 |
| Наибольший диаметр заготовки , установливаемой над станиной, мм: | 450 |
| Наибольшее расстояние между торцами шпинделей, мм: | 400 |
| Максимальный наружный диаметр фрезеруемой резьбы, мм. | 80 |
| Частота вращения шпинделя фрезерной головки, мин-1 | 160 – 2500 |
9.6 Внутришлифовальный станок модели ЗА227.
| Техническая характеристика | Станок модели ЗА227 |
| Наименьший и наибольший диаметры шлифуемыхотверстий, мм | 20-100 |
| Наибольшаядлинашлифования, мм | 125 |
| Наибольший наружный диаметр устанавливаемого изделия, мм: без кожуха в кожухе | 400 300 |
| Наибольшее продольное перемещение стола, мм | 450 |
| Наибольшее поперечное перемещение бабки изделия, мм | — |
| Угол поворота бабки изделия, град | 30 |
| Пределы чисел оборотов шпинделя изделия в минуту | 180-1200 |
| Числа оборотовшлифовального шпинделя в минуту | 8 400 12 000 18 000 18 500 |
| Поперечная подача шлифовального круга (бесступенчатое регулирование), мм/мин | — |
| Наибольшийдиаметрвнутришлифовального круга, мм | — |
| Пределыскоростей перемещения стола, м/мин: при шлифовании при правке при быстром отводеи подводе | 2 – 10 0,4 – 2 12 |
| Общая мощность, кВт | 7,645 |
| Габариты станка, мм: длина ширина высота | 2500 1470 7650 |
| Масса станка, кг | 2800 |
Похожие работы
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...

... В СФЕРЕ ПОДГОТОВКИ ПРОИЗВОДСТВА. Экономия от снижения себестоимости проектирования определяется по формуле: Э’ = (C1 - C2) * А2, где C1 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при существующем способе проектирования, руб.; С2 - себестоимость проектирования элемента конструкции или разработки одного технологического процесса при ...
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев