ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
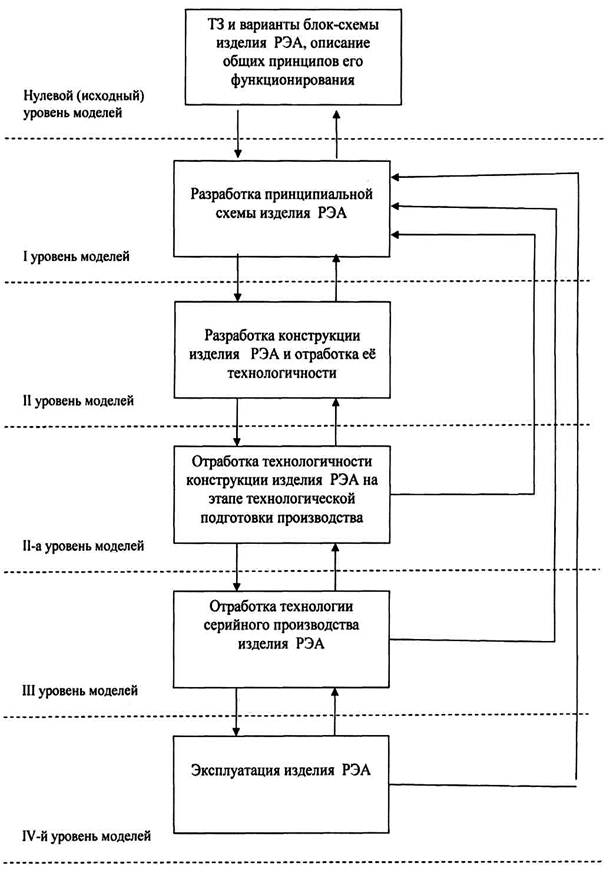
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Основные принципы автоматизации производства
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
1.10. Основные принципы автоматизации производства.
В своем развитии автоматизация производства прошла несколько ста-
дий, которые сменяли друг друга. В то же время, они могут применяться
одновременно и применяются сейчас на различных предприятиях и типах
производств. Рассмотрим их последовательно.
1.10.1. Понятие системы автоматического регулирования (САР)
САР являются первым уровнем (иногда единственным) большинства
систем автоматического и автоматизированного управления. Часто их еще
называют системами локального регулирования. Основное их назначение -
это поддержание параметров технологического процесса в заданных преде-
лах или изменение их по заданному закону. Они широко применяются в тех
случаях, когда существует один управляющий параметр и один контролиру-
емый параметр, на который он влияет. Например, в лабораторной печи
контролируется температура и нагрев осуществляется с помощью электри-
ческой спирали. Регулировать температуру можно за счет изменения тока
или напряжения на спирали.
Обычно САР применяются там, где регулирование ведется в достаточ-
но узких пределах, при выходе системы за эти пределы САР отключают и
переходят на ручное управление или управление от АСУТП.
Иногда в одной системе используется несколько САР для управления
системой по нескольким каналам вход-выход.
1.10.2. Понятие информационно-измерительной системы (ИИС)
ИИС, или как их еще называют системы централизованного контроля
(СЦК), исторически появились первыми и широко применяются до сих пор в
тех производствах, где технологические процессы высокостабильны,
устойчивы к внешним воздействиям, а управляющие воздействия сложно
формализуемы. Например, ИИС широко применяются в энергетике.
Как следует из названия, основной задачей ИИС является централи-
зованный сбор информации о ходе технологического процесса (опрос дат-
чиков), обработка ее и выдача в виде удобном для дальнейшего использо-
вания.
1.10.3. Понятие автоматизированной системы управления
технологическим процессом (АСУТП)
АСУТП предназначена для автоматического сбора информации о ходе
технологического процесса, обработки ее, выработки управляющих воз-
действий для его корректировки и диалога с оператором-технологом в
случае значительных нарушений технологических режимов, подготовки от-
четных документов. Составной частью АСУТП является ИИС.
В настоящее время АСУТП широко применяются в промышленности, осо-
бенно там, где выполняются сложные технологические процессы с большим
количеством контролируемых параметров и управляющих воздействий, с
целью разгрузки оператора от рутинной работы и сосредоточения его вни-
мания на тех случаях, когда требуется его вмешательство.
Автоматизированные системы управления технологическими процессами
отличаются от систем автоматического управления (регулирования) более
широким диапазоном автоматизируемых функций управления. АСУТП выполня-
ют следующие основные функции: централизованного контроля, определяют
- 33 -
оптимальный технологический режим, удовлетворяющий выбранному крите-
рию; формируют и реализуют управляющие воздействия, обеспечивающие ве-
дение оптимального режима; корректируют математическую модель объекта
при изменениях на объекте; рассчитывают и регистрируют текущие и обоб-
щенные технологические и экономические показатели; оперативно распре-
деляют материальные потоки и энергию между технологическими агрегатами
и участками; оперативно распределяют вспомогательные механизмы и ре-
монтные средства; оперативно корректируют суточные и сменные плановые
задания по выпуску продукции.
Перечисленные функции могут быть реализованы, как правило, при
использовании ЭВМ. Поэтому наличие ЭВМ в контуре управления процессом
считается одной из отличительных черт АСУТП. В зависимости от способа
включения ЭВМ в контур управления можно выделить пять разных типов
структур АСУТП, различающихся характером функций управления.
1. ЭВМ в режиме сбора информации. Параметры технологических про-
цессов, измеренные датчиками, преобразуются в цифровую форму средства-
ми сопряжения и вводятся в ЭВМ. После обработки в ЭВМ оперативная ин-
формация о ходе процесса поступает на средства отображения технологи-
ческих параметров; статистическая информация, предназначенная для ре-
гистрации, а также вычисленные экономические и технологические показа-
тели печатаются в виде документа. Системы сбора и обработки данных вы-
полняют в основном те же функции, что и систем централизованного конт-
роля, и являются более высокой ступенью их организации. Такие системы
используются при управлении технологическими и производственными про-
цессами в тех случаях, когда существуют причины, по которым определе-
ние технологического режима и формирование управляющих воздействий
должны выполнять люди.
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...
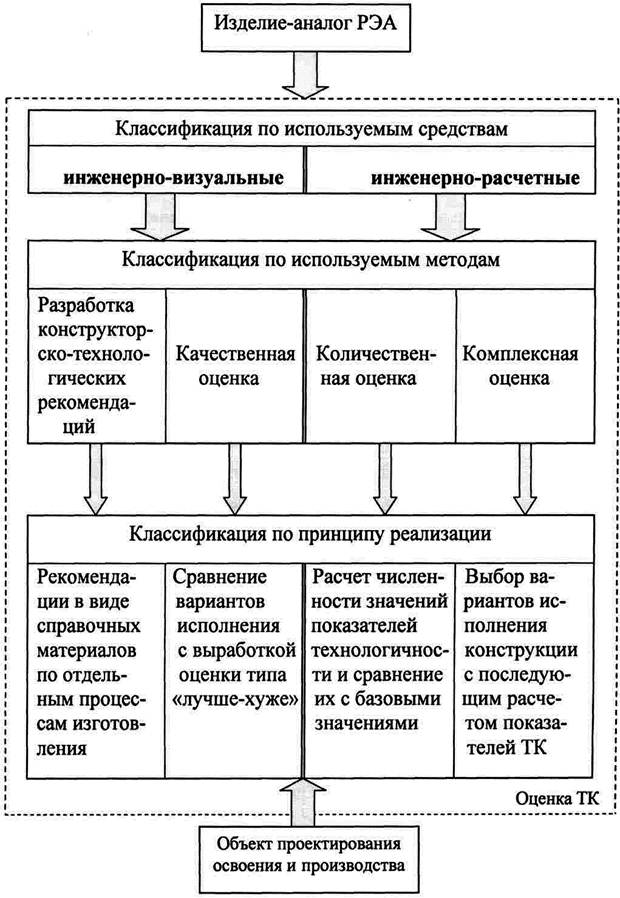

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев