ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Структура и характеристики технологических систем
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
1.6. Структура и характеристики технологических систем.
- 25 -
Технологический процесс является сложной динамической системой, в
которой в единый комплекс объединены оборудование, средства контроля и
управления, вспомогательные и транспортные средства, обрабатывающие
инструменты или среды, находящиеся в постоянном движении или измене-
нии, объекты производства и люди, осуществляющие процесс и управляющие
ими. Эта сложная динамическая система и есть технологическая система
(ТС).
Специализация производства приводит к тому, что части ТС обособ-
ляются в виде отдельных участков, цехов, предприятий, отраслей. В ТС
предприятия выделяются следующие функциональные подсистемы:
- технико-экономических показателей;
- технологической подготовки производства;
- материально-технического снабжения;
- оперативно-календарного планирования и управления основным и
вспомогательным производством;
- сбыта готовой продукции;
- кадров;
- финансов;
- бухгалтерского учета и статотчетности.
Таким образом, под сложной системой, которой является технологи-
ческая система, будем понимать объект, предназначенный для выполнения
заданных функций, который может быть расчленен на элементы, каждый из
которых также выполняет определенные функции и находится во взаимо-
действии с другими элементами системы.
Элемент системы характеризуется следующими признаками:
1. Выделяется в зависимости от поставленной задачи и может быть
достаточно сложным;
2. При исследовании надежности системы элемент не расчленяется и
показатели безотказности и долговечности относятся к элементу в целом;
3. Возможно восстановление работоспособности элемента независимо
от других частей и элементов системы.
С позиций надежности могут быть следующие структуры сложных сис-
тем:
1. Расчлененные, у которых надежность отдельных элементов может
быть заранее определена, т.к. отказ можно рассматривать как независи-
мое событие;
2. Связанные, у которых отказ элементов является зависимым собы-
тием;
3. Комбинированные, состоящие из подсистем со связанной структу-
рой и с независимым формированием показателей надежности для каждой из
подсистем.
В основу деления систем на уровни иерархии, как правило, берется
организационный признак, который позволяет отображать фактическую
иерархию между элементами ТС. В качестве признака при построении ие-
рархической структуры используется избранный метод управления: регули-
рование, обучение, адаптация, самоорганизация.
1.7. Основные характеристики и показатели качества РЭА.
Оценка технологичности конструкции
РЭА, как технологическая система характеризуется:
- эффективностью;
- качеством;
- надежностью;
- точностью;
- безотказностью;
- ремонтопригодностью;
- сохраняемостью;
- 26 -
- долговечностью;
- технологичностью конструкции.
ЭФФЕКТИВНОСТЬ - способность системы функционировать во всем диа-
пазоне возможных изменений режимов и установленных предельных значений
изменения ее выходных параметров. Ее оценивают по 4 группам показате-
лей:
- технологическим (например, количество продукции в единицу вре-
мени);
- организационным (например, трудовые затраты);
- экономическим (экономические результаты деятельности, например,
прибыль);
- комплексным (одновременно по нескольким показателям).
КАЧЕСТВО - совокупность свойств, обуславливающих способность сис-
темы отвечать определенным требованиям в соответствии с назначением
системы. Основными показателями качества изготовленных изделий являют-
ся точность сформированных физико-химических свойств, выполненных раз-
меров и формы элементов и деталей, надежность изделий.
НАДЕЖНОСТЬ - свойство системы выполнять заданные функции, сохра-
няя эксплуатационные показатели в допустимых пределах в течение требу-
емого промежутка времени. Надежность характеризуется безотказностью,
ремонтопригодностью, сохраняемостью и долговечностью. Количественные
характеристики этих показателей носят вероятностный характер.
ТОЧНОСТЬ - это степень приближения действительных значений пара-
метров, формируемых при изготовлении детали, к их заданному значению.
Она обеспечивается выбором методов обработки, построением технологи-
ческого процесса.
БЕЗОТКАЗНОСТЬ - свойство изделия сохранять работоспособность в
течение некоторого времени без вынужденных перерывов.
РЕМОНТОПРИГОДНОСТЬ - свойство изделия, характеризующее его
приспособленность к предупреждению, обнаружению и устранению отказов и
неисправностей путем проведения техобслуживания и ремонта.
СОХРАНЯЕМОСТЬ - свойство изделия сохранять обусловленные эксплуа-
тационные показатели в течение и после заданного срока хранения и
транспортирования.
ДОЛГОВЕЧНОСТЬ - свойство изделия длительно сохранять рабо-
тоспособность в определенных режимах эксплуатации до разрушения или
другого предельного состояния. Долговечность количественно оценивается
техническим ресурсом.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ - это взаимосвязанное решение
конструкторских и технологических задач на стадиях проектирования,
конструирования, ТПП, изготовления, испытания опытных образцов, пере-
дачи изделия в серийное производство и эксплуатацию, направленных на
повышение производительности труда, достижение оптимальных трудовых и
материальных затрат, сокращение времени на производство, техническое
обслуживание и ремонт изделия.
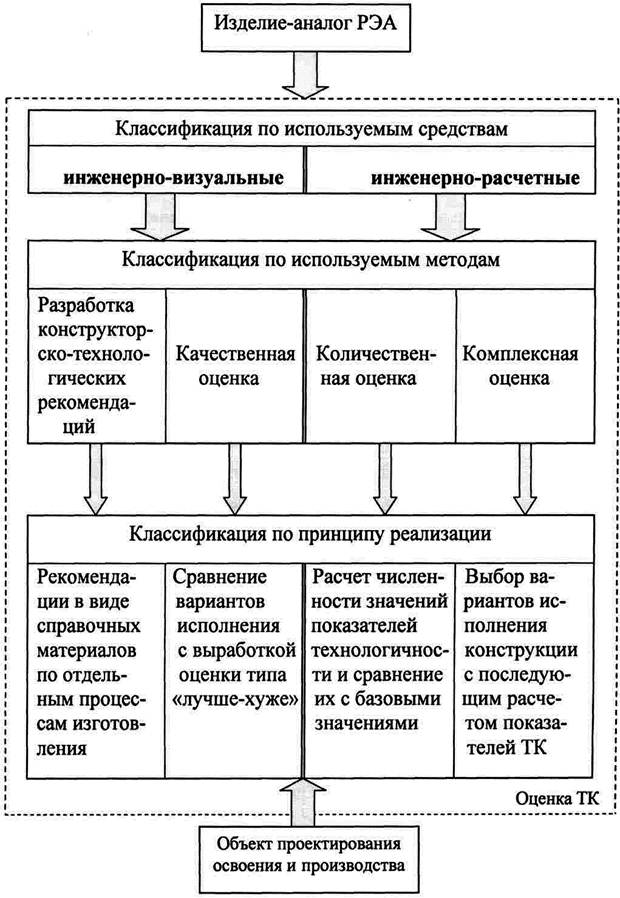
Технологичность имеет качественные и количественные показатели.
Качественные показатели используют на ранних этапах конструирования и
конструкторско-технологической отработки конструкторской документации
(КД), когда количественная оценка технологичности затруднена. Коли-
чественная оценка технологичности конструкции включает:
1. Базовые (исходные) значения показателей технологичности конс-
трукции, являющиеся предельными нормативами технологичности, обяза-
тельными при разработке РЭА;
2. Значения показателей технологичности, достигнутые при разра-
ботке изделия;
3. Показатели уровня технологичности конструкции.
Базовые значения указываются в ТЗ на разработку, а по отдельным
видам РЭА (номенклатура устанавливается по отраслям) в ОСТ.
- 27 -
В соответствии с ГОСТ 14.201 "Общие правила обеспечения техноло-
гичности конструкции изделия" основными количественными показателями
технологичности конструкции являются следующие:
1. Трудоемкость изготовления изделия, которая является суммой
трудоемкостей изготовления всех сборочных единиц плюс трудоемкость
сборки;
2. Удельная материалоемкость изделия (удельная металлоемкость,
удельная энергоемкость и пр.), т.е. затраты материалов и энергии на
выпуск единицы продукции;
3. Технологическая себестоимость изделия, т.е. себестоимость из-
готовления единицы продукции, включающая затраты на материалы, зарпла-
ту производственных рабочих и цеховые расходы;
4. Средняя оперативная трудоемкость технического обслуживания
(ремонта) данного вида;
5. Средняя оперативная стоимость технического обслуживания (ре-
монта) данного вида;
6. Средняя оперативная продолжительность технического обслужива-
ния (ремонта) данного вида;
7. Удельная трудоемкость изготовления изделия;
8. Трудоемкость монтажа;
9. Коэффициент применяемости материала;
10. Коэффициент унификации конструктивных элементов;
11. Коэффициент сборности.
Следует отметить, что те или иные перечисленные выше показатели
технологичности применяются в зависимости от вида изделия (деталь,
сборочная единица, комплекс, комплект). Так, например, показатель тру-
доемкости монтажа не используется при оценке технологичности детали и
комплекта.
В радиоэлектронной промышленности принято рассчитывать уровень
технологичности К 4ут 0 следующим образом: К 4ут 0=1-Т 4и 0/Т 4бп 0 (2), где Т 4и 0 - рас-
четная трудоемкость изделия, Т 4бп 0 - базовый показатель технологичности.
Уровень технологичности конструкции по себестоимости К 4ус 0 опреде-
ляется по формуле: К 4ус 0=1-С 4и 0/С 4би 0 (3), где С 4и 0 - рассчитанная технологи-
ческая себестоимость, С 4би 0 - базовый показатель трудоемкости изготовле-
ния. На предприятиях радиоэлектронного аппаратоприборостроения в соот-
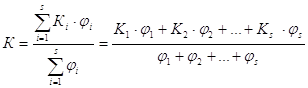
ветствии с отраслевым стандартом используется комплексный показатель
технологичности К и комплексный показатель уровня технологичности
К 4утр 0: К= 7S 0(К 4i 0*Ф 4i 0)/ 7S 0Ф 4i 0 (4), где: К 4i 0 - расчетный базовый показатель тех-
нологичности конструкции, Ф 4i 0 - коэффициент базовой значимости базового
показателя, 1<i<N - порядковый номер показателя в регенерированной
последовательности показателей; N - число базовых показателей, опреде-
ляющих на данной стадии разработки изделия; К 4утр 0=Т 4и 0*К 4сл 0/(Т 4би 0*К 4снтр 0)
(5), где: Т 4и 0 - показатель трудоемкости изделия, К 4сл 0 - коэффициент
сложности по сравнению с аналогом, Т 4би 0 - базовый показатель изде-
лия-аналога; К 4снтр 0 - коэффициент снижения трудоемкости.
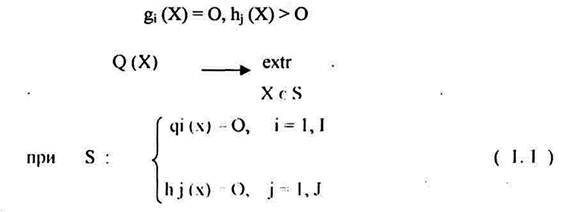
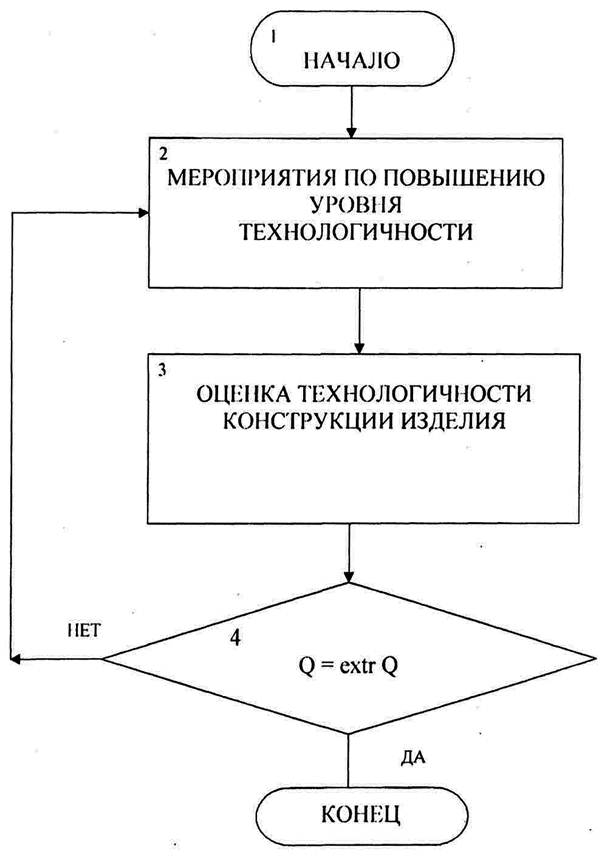
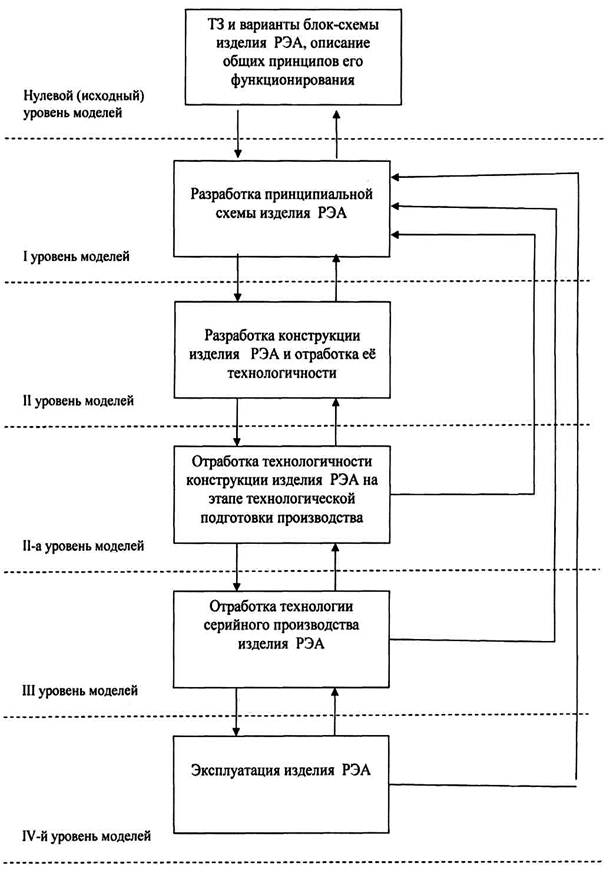
Отработка конструкции на технологичность осуществляется на всех
этапах разработки изделия и на каждой стадии принимается одно из реше-
ний:
1. Утвердить достигнутый уровень;
2. Довести до требуемого уровня на данной стадии разработки (до-
работка);
3. Довести до требуемого уровня на следующей стадии;
4. Корректировка показателя технологичности.
С целью ускорения получения оценок технологических конструкций,
повышения их качества и достоверности, указанные работы выполняются с
применением ЭВМ, путем организации в автоматизированной системе техно-
логической подготовки производства (АСТПП) соответствующих подсистем.
- 28 -
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев