ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
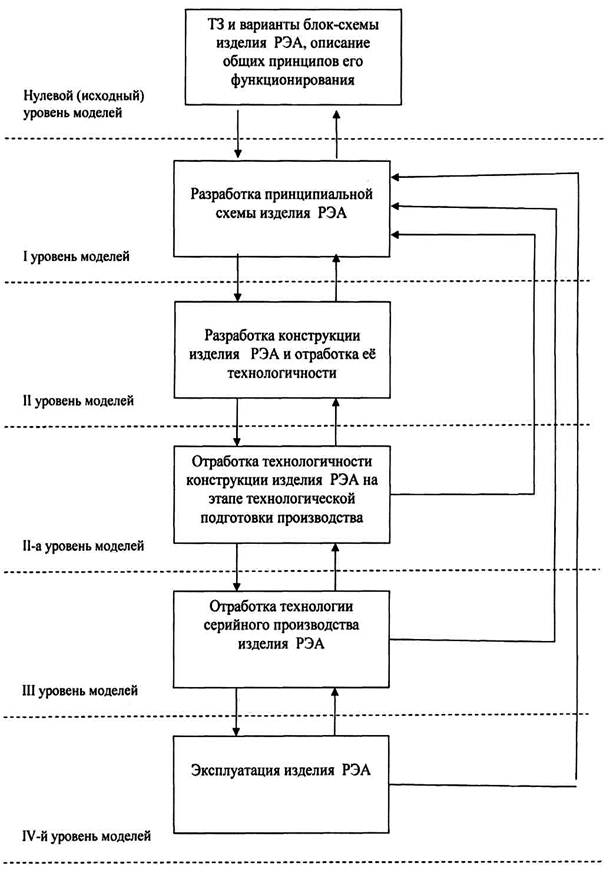
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
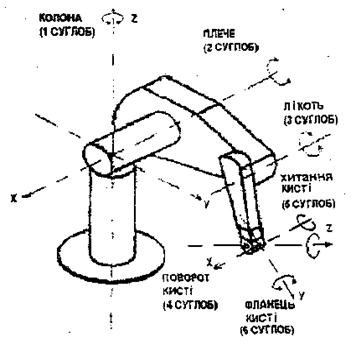
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Идентификация технологических процессов
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
2.8. Идентификация технологических процессов.
Идентификацией называется определение динамических характеристик
объекта управления в рамках выбранной модели. Эффективное управление
технологическим процессом с использованием методов теории автоматичес-
кого управления возможно лишь тогда, когда известно математическое
описание этого процесса. Поэтому построение математического описания -
важнейший этап создания любой автоматизированной или автоматической
системы управления. Методы идентификации делятся на пассивные и актив-
ные. Метод идентификации называется активным, если на объект подаются
специальные воздействия с целью определения его динамических характе-
ристик.
Пассивные методы идентификации - это такие методы, в которых мо-
дель объекта выбирают по результатам наблюдения входного и выходного
сигналов в процессе нормальной эксплуатации и на объект не подаются
никакие специальные сигналы с целью выявить его свойства. Пассивные
методы особенно удобны тем, что не нарушают нормального хода техноло-
гического процесса. Однако, преимущество активных методов в том, что
энергия тестового воздействия сосредоточена в узкой временной или час-
тотной области, поэтому реакции объекта на тестовые сигналы выявить
легче и надежнее.
Для управления технологическим процессом необходимо знать, как
влияет то или иное входное воздействие, управляющее процессом, на вы-
ходную переменную, характеризующую его протекание. Поэтому идентифика-
ция процесса сводится к построению математического описания зависимос-
- 64 -
ти между этими величинами, которое состоит из двух этапов. Первона-
чально необходимо определить характер искомой зависимости и вид ее ма-
тематического описания, а затем найти конкретные значения параметров
такого описания. Первый этап обычно называется структурной идентифика-
цией, а второй - параметрической.
Исходными данными для построения математической модели процесса
могут послужить как теоретические представления о природе физических
явлений, происходящих при протекании этого процесса, так и эксперимен-
тально измеряемые зависимости между входными и выходными переменными.
В принципе каждый из этих подходов может использоваться для идентифи-
кации процесса. Однако использование только теоретического подхода ос-
ложнено тем, что на практике, как правило, оказывается невозможным
учесть все многообразие реально действующих на процесс факторов. В то
же время идентификация процесса только на основании экспериментальных
данных оказывается весьма сложной задачей с вычислительной точки зре-
ния. Поэтому при идентификации технологических процессов целесообразно
комплексное использование всей имеющейся информации о процессе, причем
теоретическое представление следует относить к структурной идентифика-
ции. При этом оцениваются динамические свойства процесса, его линей-
ность, стационарность и др., на которых основывается выбор вида мате-
матического описания. Экспериментальные данные используются для пара-
метрической идентификации.
При разработке систем управления технологическими процессами в
основном приходится рассматривать задачи параметрической идентифика-
ции. Поэтому рассмотрим ряд методов параметрической идентификации, на-
иболее пригодных для построения моделей технологических процессов на
действующих производствах. Рассмотрим случай идентификации непрерывных
технологических процессов.
Использование "быстрой" оптимизации технологического процесса на
его обычной или прогнозирующей модели является главным в так называе-
мых системах двухшкального управления. При этом идентификация может
осуществляться как в реальном масштабе времени, так и в супервизорном
режиме с их последующей обработкой.
Знание параметров прогнозирующей модели необходимо в системах
терминального управления, применяемых в АСУТП для управления конечным
состоянием технологического процесса, причем здесь также используется
идентификация в реальном масштабе времени.
Идентификация в реальном масштабе времени дает возможность осу-
ществлять функциональную диагностику объекта, датчиков, исполнительных
устройств и самой ЭВМ. Более того, при этом появляется возможность
увеличить живучесть каналов непосредственного цифрового управления пу-
тем дублирования неисправных каналов соответствующими каналами настра-
иваемой модели.
В адаптивных (настраиваемых) АСУТП, построенных на базе адаптив-
ных систем с идентификатором, используется настраиваемая модель про-
цесса и идентификатор статических или динамических характеристик по
каналу основного возмущения.
В инвариантных адаптивных системах с эталонной моделью использу-
ется идентификатор динамических характеристик объекта по каналу управ-
ления, работающий в реальном масштабе времени, а устройство адаптации
может работать как в реальном масштабе времени, так и в супервизорном
режиме.
Идентификатор необходим для работы оптимальных систем управления
нестационарными динамическими технологическими процессами, использую-
щими наблюдателей состояния. В этих системах можно применять оценки
фазовых координат объекта, получаемые с помощью наблюдателя состояния,
для идентификации параметров объекта управления.
Рассмотрим требования, которым должны удовлетворять все рассмот-
- 65 -
ренные применения идентификатора. Идентификатор должен давать точные
оценки параметров в установившемся режиме, хотя требования к точности
идентификации сильно отличаются в зависимости от степени влияния пара-
метра на величину оптимизируемого функционала.
С этой точки зрения, высокая точность идентификации требуется в
задачах статической оптимизации с использованием прогнозирующей моде-
ли. Ясно, что параметры, слабо влияющие на качество адаптивного управ-
ления, можно не идентифицировать, что позволяет упростить структуру
настраиваемой модели и алгоритмы идентификации.
Важную роль в эффективной работе адаптивных АСУТП играет точность
оценок параметров при наличии помех как на входе объекта, так и на его
выходе. Как показано ниже, не все алгоритмы идентификации обладают
одинаковой точностью при обработке данных, искаженных шумами измере-
ний.
Алгоритмы идентификации отличаются и по характеру сходимости оце-
нок параметров. Большое число методов, дающих хорошие результаты при
достаточно малых отклонениях начальных значений параметров от истинных
значений, не обеспечивает сходимости оценок при больших начальных па-
раметрических рассогласованиях. Это тем более важно, что не во всех
указанных применениях идентификатора можно использовать такой прием
улучшения сходимости алгоритмов идентификации, как повторная прогонка
массива обрабатываемых данных с начальными условиями, полученными на
предшествующем цикле.
Теория идентификации еще не достигла такой степени развития, ко-
торая позволяет считать ее достаточно завершенной. Методы теории иден-
тификации довольно сложны, и многие проблемы требуют решения. Многие
методы исследования имеют свои ограничения, что заставляет в практике
проектирования адаптивных систем управления использовать комбинацию
различных методов, изложенных ниже.
При идентификации статических технологических процессов использу-
ются регрессионные методы идентификации (см. предыдущий раздел в части
регрессионных моделей АСУТП). Суть метода заключается в определении
коэффициентов уравнения регрессии с использованием метода наименьших
квадратов. Запишем уравнение (64) предыдущего раздела в виде
7S 0[y^ 4i 0-f^(x 4i 0,a 41 0,...,a 4k 0)] 52 0=min (66). Для его решения продифференцируем
левую часть по а 41 0,...,а 4k 0 и приравняем производные нулю:
7(S 0[y 4i 0^-f^(x 4i 0,a 41 0,...,a 4k 0)](df/da 41 0)=0
7* 0.................................
79S 0[y 4i 0^-f^(x 4i 0,a 41 0,...,a 4k 0)](df^/da 4k 0)=0 (67).
Где (df^/da 4j 0)=f'(x 4i 0,a 41 0,...,a 4k 0) - значение производной функции f^ по
параметру a 4j 0 в точке x 4i 0. Искомые значения коэффициентов a 41 0,...,a 4k 0 на-
ходят из решения системы уравнений.
Рекуррентные методы идентификации статических технологических
процессов. Рассмотренная выше идентификация обладает тем недостатком,
что при появлении новых экспериментальных данных оказывается необходи-
мым заново решать систему уравнений. Этого недостатка можно избежать,
если использовать рекуррентные (последовательные) методы идентифика-
ции. Суть метода заключается в том, что определяется рекуррентный ал-
горитм нахождения наилучшей оценки вектора неизвестных параметров в
момент времени t 4n+1 0 по новым наблюдениям x 41 0(t 4n+1 0),...,x 4k 0(t 4n+1 0) и по
оценке, найденной для предыдущего момента времени. Такие рекуррентные
алгоритмы называются алгоритмами стохастической аппроксимации. Его
суть заключается в том, что на каждом шаге изменение вектора оценивае-
мых параметров производится таким образом, чтобы за счет поступления
новых экспериментальных данных улучшить прогнозирующее свойство моде-
ли.
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...
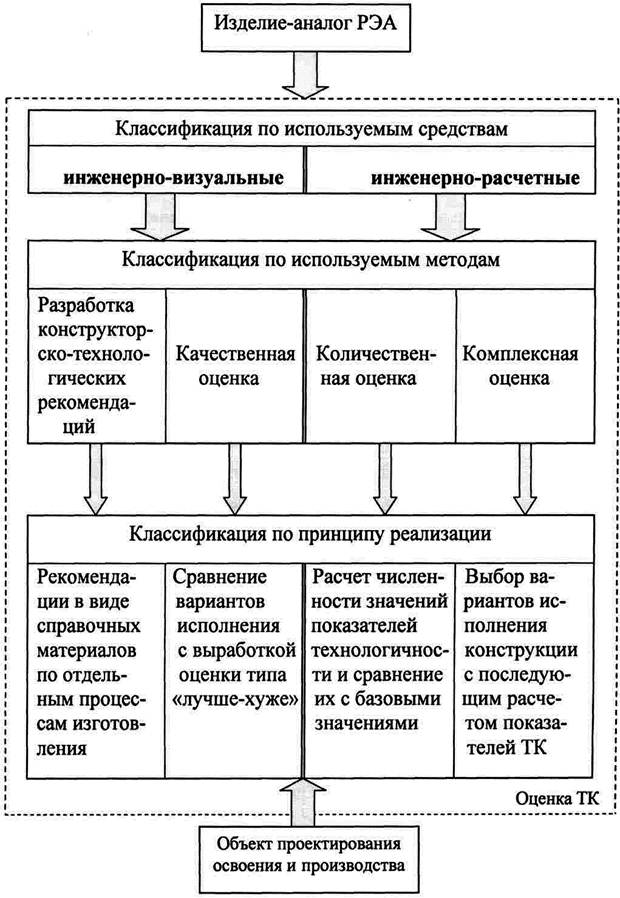

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев