ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА РЭА И ЗАДАЧИ
Структура производства РЭА, особенности
Система стандартизации
Если предприятие существует сравнительно давно, входит или
Задачи службы стандартизации на предприятии
Контроль хода технологического процесса и качества
Системы обеспечения качества продукции
Сертификация продукции с сертификацией системы
качества на
Структура и характеристики технологических систем
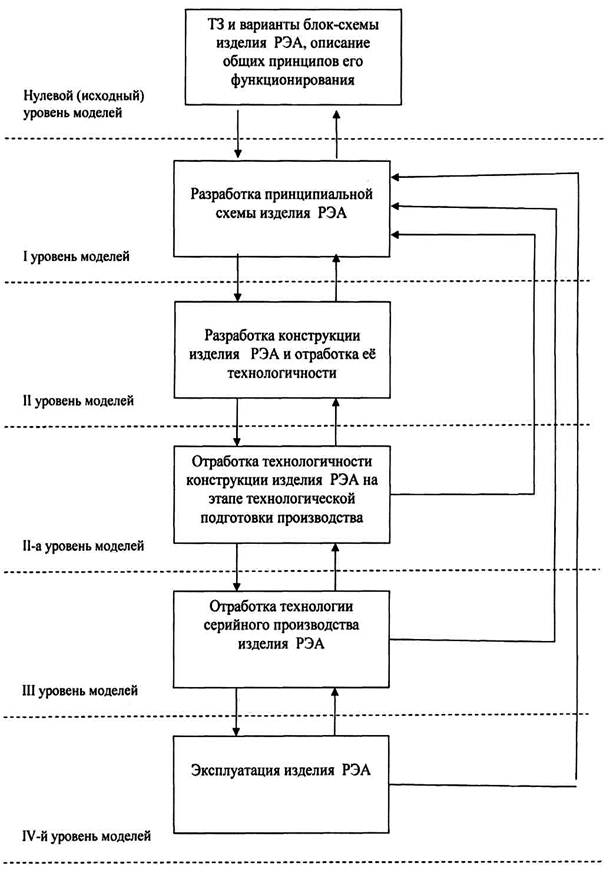
Стадии и этапы разработки РЭА
Исходные данные для разработки технологии
Основные принципы автоматизации производства
ЭВМ в режиме советчика. В таких системах кроме сбора и обра-
Понятие автоматизированного технологического
Иерархическая структура автоматизированной
Многоцелевое технологическое оборудование с микропроцессорным
Применение роботов на вспомогательных и транспортных
Алгоритмы управления роботами
Классификация систем управления
Трудно или даже невозможно дать строгое
формальное описание
Технико-экономическая эффективность как целевая
Системы оптимизации параметров технологических процессов. В
Ние системы
Устойчивость линейных САР. Если какое-либо решение линейного
Понятие и типы моделей сложных систем
Идентификация технологических процессов
Надежность технологических систем. Надежность
Вычисление условных характеристик потока отказов;
Иногда трудно осуществлять наблюдение за работой некоторых
Связь показателей надежности и качества
Методы оценки надежности технологических систем
На высшем уровне решаются задачи координации взаимодействия
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕНЫХ
При однобайтовой адресации и 961 при двухбайтовой
Основные понятия теории вероятности
Если нет возможности произвести замену оборудования, а сущест-
Навигация
Многоцелевое технологическое оборудование с микропроцессорным
Технология и автоматизация производства РЭА
369637
знаков
0
таблиц
0
изображений
1. Многоцелевое технологическое оборудование с микропроцессорным
управлением. Повышается концентрация операций, увеличивается время
непрерывной работы, повышается производительность работ, качество и
идентичность изделий, сокращается потребность в рабочей силе, произ-
водственных площадях и оборудовании, сокращается продолжительность
производственного цикла изготовления РЭА, увеличиваются системная гиб-
кость, надежность и живучесть ГПС.
2. Микропроцессорные локальные системы управления (ЛСУ) техноло-
гическим и другими видами оборудования. Обеспечивается многофункцио-
нальный характер управляемых от ЛСУ станков, увеличивается производи-
тельность оборудования, повышается качество выпускаемых изделий, сни-
жается объем аппаратурной части, благодаря чему повышается надежность
системы и оборудования, возрастает уровень унификации (как конструк-
тивной, так и функциональной); снижается стоимость ЛСУ и оборудования,
упрощается сопряжение с ЭВМ группового управления.
3. Промышленные роботы (ПР). Автоматизация операций загрузки-выг-
рузки оборудования, инвариантность к этим операциям, автоматизация не-
которых транспортных операций, при этом исключается ручной труд, сок-
ращается длительность операций загрузки-выгрузки, транспортирования,
повышается автономность работы оборудования и системная живучесть;
увеличивается коэффициент загрузки оборудования, снижается потребность
в рабочей силе.
4. Комплексы оборудования ГПК, ГПС (с управлением от ЭВМ), РТК,
- 41 -
АТСС, СЦК. Автоматизация не только основных, но и вспомогательных опе-
раций (транспортные, складские, контрольно-измерительные работы); иск-
лючается (сокращается) потребность в рабочей силе: сокращается весь
производственный цикл выпуска изделий; СЦК повышает достоверность
контроля и способствует этим повышению качества изделий, диагностика
оборудования позволяет повысить надежность оборудования и комплексов.
5. ЭВМ для управления комплексом. Оперативное управление группой
оборудования с одновременным повышением коэффициента его загрузки;
обеспечивается учет и оптимизация распределения ресурсов, повышается
производительность, сокращается объем страховых заделов и объемов не-
завершенного производства; исключаются многие дополнительные операции,
которые вводились из-за учета длительного хранения полуфабрикатов на
складе (например, дополнительное лужение выводов); повышается надеж-
ность, гибкость, упрощается согласование с ЭВМ цехового уровня.
6. Высокий уровень унификации, стандартизации всех средств авто-
матизации производства (включая ТП, оборудование, ПР, оснастку, инс-
трумент, программное обеспечение). Сокращаются сроки и трудоемкость
проектирования, изготовления и отладки указанных средств, снижается
себестоимость, повышается надежность.
7. Системы автоматизированного проектирования (САПР) и системы
научных исследований (АСНИ) на базе больших ЭВМ. Автоматизация процес-
са проектирования изделий РЭА с проведением предварительных исследова-
ний способствует повышению качества РЭА, сокращает трудоемкость и сро-
ки проектирования.
8. Автоматизированная система технологической подготовки произ-
водства (АСТПП) на базе больших ЭВМ. Автоматизация разработки ТП, уп-
равляющих программ на все виды оборудования и все изделия планируемого
периода и хранение их в памяти ЭВМ, автоматизация проектирования тех-
нологического оснащения, сокращается трудоемкость и сроки технологи-
ческой подготовки производства.
9. Автоматизированные системы управления производством на базе
больших ЭВМ. Автоматизация процессов планирования, материального обес-
печения производства, оперативного управления процессом изготовления
изделий РЭА.
10. Комплексные интегрированные системы единой цепи проектирова-
ние-изготовление (ИПК). Объединение всех процессов, связанных с проек-
тированием, подготовкой производства и изготовления изделий в единую
непрерывную цепь; успешная адаптация конструкции изделия к условиям
производства, повышается эффективность выпуска изделий, значительно
сокращается объем преобразований информации об изделии, выполняемом
при раздельном использовании САПР, АСТПП, АСУП, АСУГПС, что дает воз-
можность осуществить принцип "один раз ввести и многократно использо-
вать информацию", т.е. исключить устройства ввода, преобразования
АСУТПП, АСП, АСУГПС и оставить их только, например, в САПР; значитель-
но сокращается цикл проектирование-изготовление; повышается качество
изделий; снижается себестоимость; экономятся материальные ресурсы.
Похожие работы
... гарантійного ремонту). В конструкції кришки для цього передбачено пломбувальний "стакан", що під час складання виробу на виробництві заповнюється пломбувальною пастою перед загвинчуванням гвинта. 2.2 Технологічний аналіз елементної бази В своєму складі блок живлення БП-9/4 має таку елементну базу: мікросхема, транзистор, діоди, конденсатори, резистори постійні та змінні. Усі перелічені ЕРЕ ...
... выполнения норм времени, принимаем равным 1. Результаты расчета показателей поточной линии сборки приведены в таблице 1.2. Маршрутное описание технологического процесса производства модуля сопряжения цифрового мультиметра с компьютером представлено в приложении в виде маршрутных карт. Таблица 1.2 – Результаты расчета показателей поточной линии сборки Операция Оборудование Производит

... 0mil 0.0deg (0.0mil,0.0mil) Flash"* Выполнив сверление отверстий в ПП, робот выполняет установку ЭРЭ. После установки ЭРЭ, плату отправляют на пайку волной припоя. 2 МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Моделирование – это метод исследования сложных систем, основанный на том, что рассматриваемая система заменяется на модель и проводится исследование модели с целью получения информации об ...
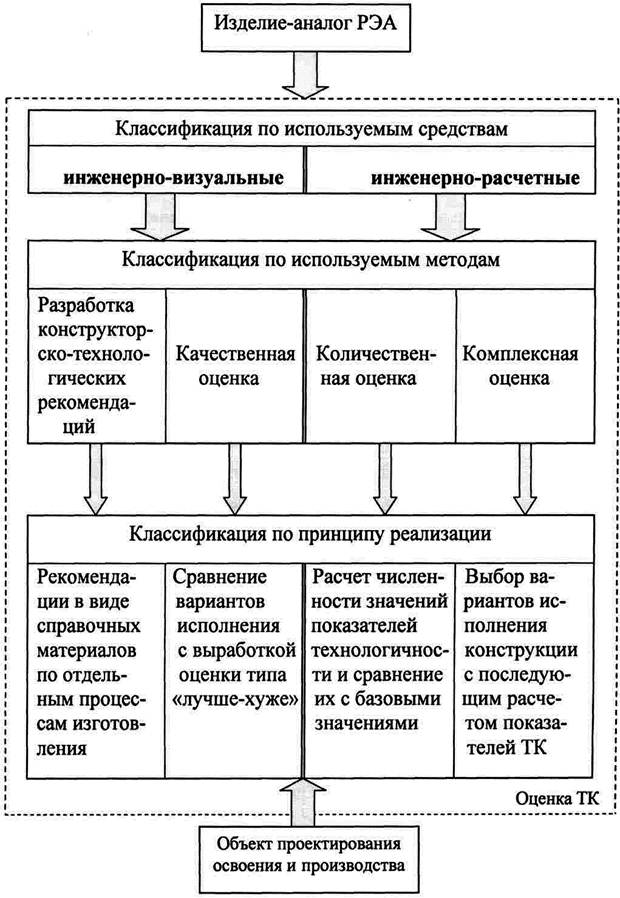

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев