АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Расчёт операционных размеров
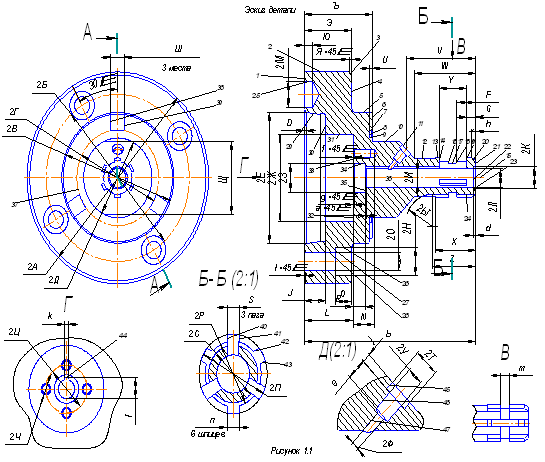
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
7.5 Расчёт операционных размеров
Цель расчётов – определить величины номинальных и предельных значений операционных размеров в радиальном направлении.
Произведем расчет значений операционных размеров по способу средних значений [17], [18]. Найдем средние значения размеров, известных заранее (значения с чертежа), затем поделим их пополам, чтобы найти средние значения радиусов, а не диаметров.
2W65 = 1,7-0,014 мм; 2Wmin = 1,7 - 0,014 = 1,686 мм; 2Wmax = 1,7 мм; 2Wср = = 1,693 мм; Wср = 0,847 мм;
2Ё55 = 10,2-0,027 мм; 2Ёmin = 10,2 - 0,027 = 10,173 мм; 2Ёmax = 10,2 мм; 2Ёср = = 10,187 мм; Ёср = 5,094 мм;
2О55 = 12,07-0,018 мм; 2Оmin = 12,07 - 0,018 = 12,052 мм; 2Оmax = 12,07 мм; 2Оср = = 12,061 мм; Оср = 6,031 мм;
2Р55 = 8,7-0,015 мм; 2Рmin = 8,7 - 0,015 = 8,685 мм; 2Рmax = 8,7 мм; 2Рср = = 8,693 мм; Рср = 4,346 мм;
2G45 = 3-0,014 мм; 2Gmin = 3 - 0,014 = 2,986 мм; 2Gmax = 3 мм; 2Gср = 2,993 мм; Gср = 1,497 мм;
[2Й30] = 9,5±0,075 мм; 2Йmin = 9,5 – 0,075 = 9,425 мм; 2Йmax = 9,5+0,075 = 9,575 мм; 2Йср = 9,5 мм; Йср = 4,750 мм;
[2С30] = 8,7-0,015 мм; 2Сmin = 8,7 - 0,015 = 8,685 мм; 2Сmax = 8,7 мм; 2Сср = = 8,693 мм; Сср = 4,346 мм;
[2П30] = 9,5±0,075 мм; 2Пmin = 9,5 – 0,075 = 9,425 мм; 2Пmax = 9,5+0,075 = 9,575 мм; 2Пср = 9,5 мм; Пср = 4,750 мм;
[2Т30] = 5,0±0,060 мм; 2Тmin = 5 – 0,060 = 4,940 мм; 2Тmax = 5+0,060 = 5,060 мм; 2Тср = 5,0 мм; Тср = 2,5 мм.
Найденные средние значения подставим в уравнения операционных размерных цепей, решая эти уравнения, мы получим средние значения операционных размеров.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Составим таблицу, в которой укажем значения операционных размеров в радиальном направлении.
Таблица 7.1
Значения операционных размеров в радиальном направлении
| Симво-льное обозна-чение | Минимальный размер, мм 2Amin =Aср -TA/2 | Максимальный размер, мм 2Amax =Aср +TA/2 | Средний размер, мм | Окончательная запись в требуемой форме, мм |
| 2О00 | 15,500 | 16,000 | 15,750 | 16-0,50 |
| 2Ё10 | 12,204 | 12,384 | 12,294 | 12,384-0,18 |
| 2С10 | 9,578 | 9,728 | 9,653 | 9,728-0,15 |
| 2Т10 | 5,740 | 6,080 | 5,910 | 6,08-0,34 |
| 2Р10 | 10,454 | 10,604 | 10,529 | 10,604-0,15 |
| 2П10 | 10,372 | 10,552 | 10,462 | 10,552-0,18 |
| 2О10 | 14,184 | 14,364 | 14,274 | 14,364-0,18 |
| 2Й10 | 10,286 | 10,436 | 10,361 | 10,436-0,15 |
| 2Т15 | 4,991 | 5,049 | 5,020 | 5,02±0,029 |
| 2П15 | 9,491 | 9,549 | 9,520 | 9,52±0,029 |
| 2С15 | 8,683 | 8,741 | 8,712 | 8,712±0,029 |
| 2Й15 | 9,491 | 9,549 | 9,520 | 9,52±0,029 |
| 2Р15 | 9,542 | 9,60 | 9,571 | 9,60-0,058 |
| 2О15 | 13,012 | 13,082 | 13,047 | 13,082-0,07 |
| 2Ё15 | 11,132 | 11,202 | 11,167 | 11,202-0,07 |
| 2G40 | 3,655 | 3,68 | 3,668 | 3,68-0,025 |
| 2G45 | 2,986 | 3,000 | 2,993 | 3-0,014 |
| 2Р50 | 8,950 | 8,986 | 8,968 | 8,986-0,036 |
| 2О50 | 12,315 | 12,358 | 12,337 | 12,358-0,043 |
| 2Ё50 | 10,435 | 10,478 | 10,457 | 10,478-0,043 |
| 2Р55 | 8,685 | 8,700 | 8,693 | 8,7-0,015 |
| 2О55 | 12,052 | 12,070 | 12,061 | 12,07-0,018 |
| 2Ё55 | 10,173 | 10,200 | 10,187 | 10,2-0,027 |
| 2W65 | 1,686 | 1,700 | 1,693 | 1,7-0,014 |
| [2Й30] | 9,425 | 9,575 | 9,500 | 9,5±0,075 |
| [2С30] | 8,685 | 8,700 | 8,693 | 8,7-0,015 |
| [2П30] | 9,425 | 9,575 | 9,500 | 9,5±0,075 |
| [2Т30] | 4,940 | 5,060 | 5,000 | 5,0±0,060 |
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в радиальном направлении 06.М15.660.08.09.
Расчёт диаметральных размеров расчётно-аналитическим методом представлен в разделе 6 данного дипломного проекта.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев