АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Интегральный экономический эффект
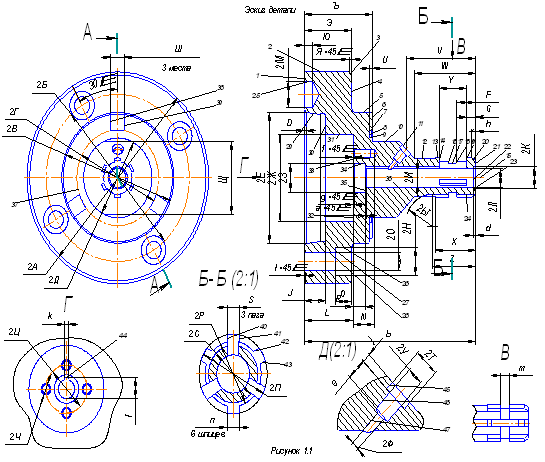
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
14.8.5 Интегральный экономический эффект
Интегральный экономический эффект (чистый дисконтированный доход) составит в этом случае:
![]() , (14.6)
, (14.6)
![]()
Общая стоимость доходов (ЧДД) больше текущей стоимости затрат (![]() ), т.е.
), т.е. ![]() – проект эффективен, поэтому определяем индекс доходности по формуле:
– проект эффективен, поэтому определяем индекс доходности по формуле:
![]() , (14.6)
, (14.6)
![]()
14.9 Технико-экономические показатели эффективности проекта
Таблица 14.9
Технико-экономические показатели эффективности проекта
| № | Наименование показателей | Условное обозначение, единица измерения | Значение показателей | |
| Базовый | Проект. | |||
| Технические параметры | ||||
| 1 | Количество оборудования |
| 5 | 4 |
| 2 | Средний коэффициент загрузки оборудования |
| 0,472 | 0,360 |
| 3 | Общее количество рабочих |
| 5 | 4 |
| 4 | Длительность производственного цикла |
| 0,1145 | |
| Экономические показатели | ||||
| 1 | Годовая программа выпуска |
| 5000 | 5000 |
| 2 | Себестоимость единицы изделия |
| 1695,5 | 1205,1 |
| 3 | Капитальные вложения |
| 1061502,6 | 1093045,3 |
| 4 | Приведенные затраты на единицу изделия |
| 1727,36 | 1237,92 |
| 5 | Чистая ожидаемая прибыли |
| 1863463 | |
| 6 | Налог на прибыль |
| 588462 | |
| 7 | Срок окупаемости инвестиций |
| 0,587 | |
| 8 | Интегральный экономический эффект (чистый дисконтируемый доход) |
| 600842,576 | |
| 9 | Доход на капитал, при вложении денег в банк |
| - | |
| 10 | Индекс доходности |
| 1,55 | |
Вывод
Данный проект эффективен, так как общая стоимость доходов (ЧДД) больше текущей стоимости затрат (![]() ), т.е.
), т.е. ![]() . На каждый вложенный рубль инвестор получит прибыль в размере 1,55 руб. Окупаемость проекта составляет 0,587 года, а интегральный экономический эффект 600842,576 рублей. Следовательно, инвестору смело можно вкладывать деньги в данный проект.
. На каждый вложенный рубль инвестор получит прибыль в размере 1,55 руб. Окупаемость проекта составляет 0,587 года, а интегральный экономический эффект 600842,576 рублей. Следовательно, инвестору смело можно вкладывать деньги в данный проект.
ЗАКЛЮЧЕНИЕ
Заключение проекта представлено в виде выводов:
1. Оценена актуальность проблемы, определены цель и задачи проекта.
2. Выполнена оценка служебного назначения сверла, доработан его технологический чертеж, произведена оценка технологичности конструкции детали.
3. Определен тип производства и форма организации технологического процесса.
4. По экономическому критерию выбран метод получения заготовки и разработана ее конструкция.
5. Обоснованно выбраны методы обработки поверхностей детали и разработан прогрессивный технологический маршрут ее изготовления.
6. Были рассчитаны припуски на самую точную поверхность.
7. Был проведен размерный анализ в радиальном направлении.
8. Рассчитаны режимы резания и нормы времени на каждую операцию.
9. Усовершенствован патрон для токарного станка.
10. Спроектировано контрольное приспособление.
11. Предложен прогрессивный режущий инструмент.
12. Было проведено научное исследование для повышения износостойкости сверла методом ионной имплантации, в результате чего увеличилась износостойкость в 1,2 раза.
13. Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации и предложены меры по их устранению.
Изменения, внесенные в технологический процесс, позволили выполнить поставленную цель проекта и снизить себестоимость изготовления детали на 25%, получив интегральный экономический эффект в размере 566586 руб.
СПИСОК ЛИТЕРАТУРЫ:
1. «Марочник сталей и сплавов» / Под общей ред. В. Г. Сорокина. – М.: «Машиностроение», 1989г. – 640с.
2. «Справочник технолога–машиностроителя». В 2-х т. – Т2. / Под ред. А. Г. Косиловой – М.: Машиностроение, 1985г. – 496с.
3. «Техпроцесс обработки детали» Методическое пособие к курсовому проекту по Технологии машиностроения для студентов 3 курса специальности 1201 / А. В. Гордеев – Тольятти ТолПИ 1991г.
4. «Курсовое проектирование по технологии машиностроения» / Под общей ред. А. Ф. Горбацевич – издательство «Высшая школа», 1983г. – 255с.
5. «Проектирование заготовок» Методическое пособие к курсовой работе по Проектированию заготовок для студентов 3 курса специальности 1201 / В. М. Боровков – Тольятти ТолПИ 1996г.
6. «Производство заготовок в машиностроении» / Под общей ред. М. Г. Адоньшен, М. В. Магницкая – Л.: «Машиностроение», 1987г. – 325с.
7. ГОСТ 7505-89 «Ковка и объёмная штамповка».
8. ГОСТ 7505-89 «Сортовой прокат».
9. «Термическая обработка в машиностроении»: Справочник / Под общей ред. Ю. М. Лахтина – М.: «Машиностроение», 1980г. – 783с.
10. «Термическая обработка» / Под ред. В. Б. Райцеи – М.: Машиностроение, 1980г. – 192с.
11. «Технология производства металлорежущих инструментов» / Под ред. М. М. Палей – М.: «Машиностроение», 1982г. – 256с.
12. «План изготовления детали» Методические указания к выполнению курсовых и дипломных проектов / Под ред. А. В. Михайлов – Тольятти ТолПИ 1994г.
13. «Справочник технолога–машиностроителя». В 2-х т. – Т 1. / Под ред. А. Г. Косиловой – М.: Машиностроение, 1972г. – 694с.
14. «Расчет припусков на обработку в машиностроении» / Под общей ред. В. М. Кован – М.: Машгиз, 1959г. – 489с.
15. «Методические указания к дипломному проектированию» / Под ред. Л. Г. Горина. – Тольятти, ТГУ, 2003г. – 17с.
16. «Охрана труда в машиностроении»: Учебник для машиностроительных вузов / Под ред. Е. Я. Юдин и др. – М.: Машиностроение, 1983г. – 432с.
17. «Размерный анализ технологических процессов изготовления деталей машин» Методические указания к выполнению курсовой работы по дисциплине Технология машиностроения / Под ред. А. В. Михайлов – Тольятти ТолПИ 2001г.
18. «Проектирование экономичных технологических процессов в машиностроении» / Под общей ред. В. В. Матвеев – Челябинск: Юж. – Урал, 1979г. – 111с.
19. «Размерный анализ технологических процессов» / Под общей ред. В. В. Матвеев – М.: Машиностроение, 1982г. – 264с.
20. «Технологические основы обеспечения качества изготовления деталей в машиностроении». Учебное пособие. – Тольятти: ТГУ, 2004г. – 164с.
21. «Режимы резания металлов»: Справочник / Под общей ред. Ю. В. Барановского – М.: «Машиностроение», 1972г. – 407с.
22. «Станочные приспособления»: Справочник В 2-х т. – Т 1. / Под ред. Б. Н. Вардашкин – М.: Машиностроение, 1984г. – 592с.
23. «Станочные приспособления»: Справочник В 2-х т. – Т 2. / Под ред. Б. Н. Вардашкин – М.: Машиностроение, 1984г. – 656с.
24. Горошкин А.К. Приспособления для металлорежущих станков: Справочник – М.: Машиностроение, 1979. 303с., ил.
25. «Групповая технология машиностроительного производства». В 2-х т. – Т 2. / Под ред. С. П. Митрофанов – Л.: «Машиностроение», 1983г. – 376с.
26. «Каталог приборов активного контроля и измерительных средств для выборочной проверки и механизации контроля размеров» – Москва, 1969г. – 67с.
27. «Научные основы групповой технологии» / Под ред. С. П. Митрофанов – ЛЕНИЗДАТ, 1959г. – 435с.
28. «Автоматизация производства режущего инструмента» / Под ред. И. А. Ординарцев – Л.: «Машиностроение», 1972г. – 264с.
29. Технология машиностроения: Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты» / Под ред. А. А. Маталин. – Л.: «Машиностроение», 1985г. – 496с.
30. Технология станкостроительного производства: Метод. указания по выполнению курсового проекта дисциплины «Технология станкостроитель-ного производства» / Под ред. В. И. Малышев. – Тольятти, ТГУ, 2003г. – 40с.
31. «Основы резания материалов и режущий инструмент»: Учебник для машиностроит. спец. вузов. / Под ред. П. И. Ящерицын. – Мн.: Выш. школа, 1981г. – 560с.
32. «Справочник инструментальщика» / Под ред. И. А. Ординарцева. – Л.: Машиностроение, 1987г. – 846с.
33. «Многоинструментальные наладки. Теория и расчет» / Под ред. Г. И. Темчин –Москва, 1963г. – 543с.
34. «Справочник по машиностроительному черчению» / Под общей ред. В. А. Федоренко, – Л.: «Машиностроение», 1976г. – 336с.
35. «Пути совершенствования металлорежущего инструмента» / Под общей ред. В. Н. Андреев – НииМаш, Москва, 1972г. – 100с.
36. «Прочность и износостойкость режущего инструмента» / Под общей ред. Т. Н. Лоладзе – Москва: Машиностроение, 1982г. – 319с.
37. «Поверхностные явления при адгезии и фрикционном взаимодействии» / Под общей ред. Д. А. Бакли – М.: Машиностроение, 1986г. – 360с.
38. «Прочность и износостойкость РИ» / Под общей ред. Т. Н. Лоладзе – М.: Машиностроение, 1982г. – 319с.
39. «О связи между износостойкостью и физическими свойствами инструментальных материалов» / Под общей ред. А. А. Рыжкин, В. В. Илясов – Вестник машиностроения, 2000г. – №12.
40. «Совершенствование износостойкого покрытия инструмента из быстрорежущей стали» / Под общей ред. В. П. Табаков –СТИН, 2004г. – №10.
41. «Влияние оксидных пленок на износостойкость режущих инструментов с износостойкими покрытиями» / Под общей ред. А. С. Верещака – СТИН, 2000г. – №9.
42. Мурахтанова Н.М. Методическое указание к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей (для студентов специальностей 1201, 1202) – Тольятти: ТолПи, 2000.
43. Ценник материалов на декабрь 2006.
44. Информационный перечень по ценам на инструмент, оснастку и оборудование на 08.03.2006.
45. http://www.stanko-lid.ru
46. http://www.machine-tools.ru
47. http://www.inpo.ru
48. Часовые тарифные сетки ВАЗа.
49. Коэффициенты доплат.
50. Тарифы на энергоносители.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев