АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
4. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Задача раздела – разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами. При этом необходимо разработать такие схемы базирования заготовки на каждой операции, которые обеспечивают минимальную погрешность обработки.
4.1 Разработка технологического маршрута
При разработке технологического маршрута будем руководствоваться рекомендациями [3], согласно которым:
1) Содержание операций будем планировать по принципу концентрации переходов. Это позволит обрабатывать с одного установа максимальное количество поверхностей, что повысит производительность и точность обработки;
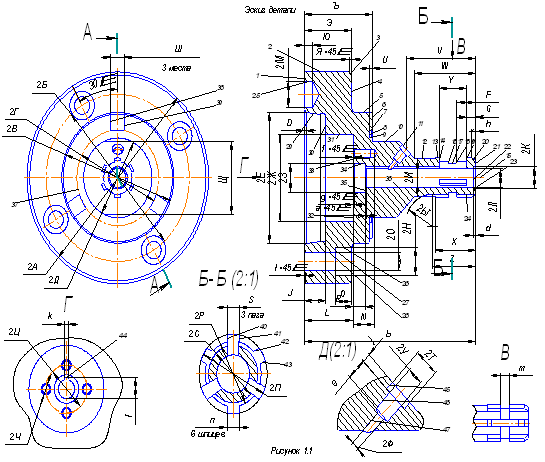
2) На первых операциях будем обрабатывать поверхности заготовки, которые на последующих операциях будут использоваться в качестве технологических баз. Такими поверхностями являются торцы корпуса, центра - поверхности 44 и 45, а так же наружные цилиндрические поверхности 6, 10, 12 и 16;
3) Черновые базы исходной заготовки использовать для базирования только на одной установке;
4) Точные поверхности окончательно обрабатывать в конце ТП;
5) Весь ТП разделим на две части: обработка лезвийным инструментом до термообработки и обработка преимущественно абразивным инструментом после термообработки. При обработке лезвийным инструментом следует сформировать контур детали, подготовить технологические базы фрезеровать торцы 1 и 25, сверлить 44 и 45. Обточить все цилиндрические поверхности корпуса. Подрезать торцы 4, 7, 9, 13, 18. Расточить и проточить все канавки, углы и фаски. Подготовить базы для операции фрезерной – шлифовать поверхности 10, 12, 16. Фрезеровать (обкатать) занижения поверхность 26 и пазы под шпонки поверхности 38, 39, 42, 43, а так же гнёзда под режущие вставки. Сверлить все отверстия под резьбы и зенковать поверхности 35, 37. После лезвийной обработки провести термическую обработку согласно рекомендациям [9], [10], [11], при этом, следует предохранить от термообработки поверхности 8, 34, 35, 36, 37, 40, 41, предварительно покрыв их медью. После термообработки шлифовать центра 44 и 45. Шлифовать поверхности 13, 18, 20, 22, 23. Шлифовать начисто поверхности 13, 18, 20 и 22. Нарезать все резьбы и откалибровать их. Далее промыть готовую деталь, контролировать и отправить на сборку.
Технологический маршрут оформим в виде таблицы, и будем разрабатывать его в следующей последовательности:
1) В первую графу таблицы 4.1 выписываем номера операций числами кратными 5;
2) Во вторую графу таблицы 4.1 вписываем название и марку оборудования;
3) В третью графу таблицы 4.1 заносим название операции исходя из выбранного оборудования;
4) Анализируем маршрут на предмет возможного объединения или разделения операций. Считаем целесообразным, объединить фрезерование торцев 1, 25, а также сверление 44, 45 в одну операцию (фрезерно-центровальная). Есть смысл объединить фрезерование поверхностей 26, 28, 29, 30, 31, 32, 33, 38, 39, 42 и 43 в одну операцию.
5) В четвёртую графу таблицы 4.1 записываем номера обрабатываемых поверхностей.
Таблица 4.1
Технологический маршрут изготовления корпуса| № операции | Название и марка оборудования | Название операции | Обрабатываемые поверхности |
| 00 | ГКМ (горизонтально-ковочная машина) | Заготовительная | 1, 6, 7, 8, 9, 10, 12, 13, 16, 18, 20, 22, 25 |
| 05 | Фрезерно-центровальный МР–71М | Фрезерно- центровальная | 1, 25, 44, 45 |
| 10 | Токарно-винторезный с ЧПУ 16К20Ф3 | Токарная переход 1 (черновой) | 3, 4, 6, 7, 8, 9, 10, 13, 16, 18, 20, 23, 24 |
| Токарно-винторезный с ЧПУ 16К20Ф3 | Токарная переход 2 (чистовой) | 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24 | |
| 15 | Кругло-шлифовальный ВНU 32 | Кругло-шлифовальная | 10, 12, 16 |
| 20 | Фрезерный с ЧПУ MAHO 700 | Наладочная | - |
| 25 | Фрезерный с ЧПУ MAHO 700 | Фрезерная переход 1 (предварительный) | 26, 27, 28, 29, 32, 33, 38, 39, 42, 43 |
| Фрезерный с ЧПУ MAHO 700 | Фрезерная переход 2 (чистовой) | 1, 26, 28, 29, 30, 31, 32, 33 | |
| 30 | Слесарный стол | Слесарная | Очистить заусенцы |
| 35 | Координатно-расточной 2А450 | Координатно-расточная | 34, 35, 36, 37, 40, 41 |
| 40 | - | Меднение | 8, 34, 35, 36, 37, 40, 41 |
| 45 | Термопечь | Цементация | Все поверхности |
| 50 | Термопечь | Закалка | Все поверхности |
| 55 | Моечная машина Ocifel | Моечная | Все поверхности |
| 60 | Центрошлифо-вальный ZSM5100 | Центрошлифо-вальная | 44, 45 |
| 65 | Слесарный стол | Слесарная | 34, 36, 40, 41 |
| 70 | Кругло-шлифовальный ВНU 32 | Кругло-шлифовальная переход 1 (предварительный) | 13, 18, 20, 22, 23 |
| Кругло-шлифовальный ВНU 32 | Кругло-шлифовальная переход 2 (чистовой) | 13, 18, 20, 22 | |
| 75 | Слесарный стол | Слесарная | 34, 36, 40, 41 |
| 80 | Слесарный стол | Маркировочная | маркировать деталь |
| 85 | Моечная машина Ocifel | Моечная | Все поверхности |
| 90 | Контрольный стол | Контрольная | Все поверхности |
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев