АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
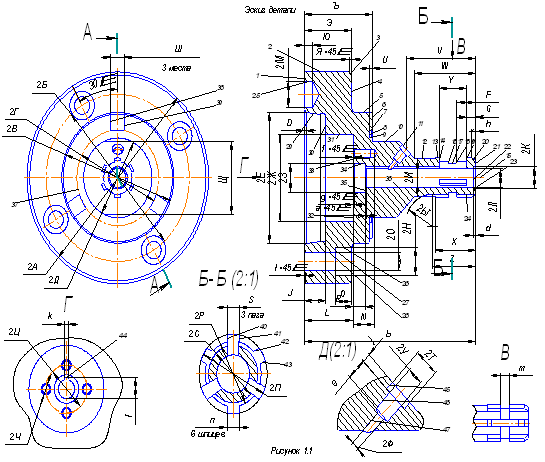
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
6. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
Задача раздела - определить припуски на обработку одной самой точной поверхности детали и сравнить её размер с ранее выбранными припусками на обработку.
Расчёт припусков состоит в определении толщины слоя материала, удаляемого в процессе обработки заготовки. Припуск должен быть минимальным, чтобы уменьшить количество снимаемого материала и расходы на обработку, и в то же время достаточным, чтобы исключить появление на обработанной поверхности дефектов (шероховатость, чернота, отбеленный слой и т. п.) черновых операций.
Припуск на самую точную поверхность 20 Æ45g5(![]() ) рассчитаем аналитическим методом по переходам [13], [14]. Результаты расчета будем заносить в таблицу 6.1.
) рассчитаем аналитическим методом по переходам [13], [14]. Результаты расчета будем заносить в таблицу 6.1.
1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 00.
2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблице 1.2. [3] определяем величину Td допуска для каждого квалитета и записываем в графу 4.
3) Для каждого перехода определяем составляющие припуска. По таблице 6.1 и 6.2 [3] определяем суммарную величину, a = hд + Rz, где Rz - высота неровностей профиля мм, hд - глубина дефектного слоя мм. Значение a заносим в графу 5 таблицы 6.1.
По формуле D = 0,25Td [3] определяем суммарное отклонение формы и расположения поверхностей после обработки на каждом переходе. Значение D заносим в графу 6 таблицы 6.1.
Погрешность установки e заготовки в приспособлении на каждом переходе, где совпадают технологическая и измерительная база принимаем равной нулю. Для случаев несовпадения баз значения e имеются в литературе [14]. Значение e заносим в графу 7 таблицы 6.1. Для переходов 00 в графе 7 делаем прочерк.
4) Определяем предельные значения припусков на обработку для каждого перехода, кроме 00.
Минимальное значение припуска определяем по формуле [3]:
![]() . (6.1)
. (6.1)
Здесь и далее индекс i относится к данному переходу, i-1 - к предыдущему переходу, i+1 - к последующему переходу.
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Определим расчётный минимальный размер Dр для каждого перехода по формуле [5]:
![]() ; (6.2)
; (6.2)
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Округлим значение Dp для каждого перехода до того же знака десятичной дроби, с каким задан допуск на размер для этого перехода, в сторону увеличения.
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Округлённые значения Dр заносим в графу 8 таблицы 6.1.
Определим максимальный размер для каждого перехода по формуле [5]:
![]() ; (6.3)
; (6.3)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Максимальное значение размера заносим в графу 9 таблицы 6.1.
Максимальное значение припуска определяем по формуле [5]:
![]() ; (6.4)
; (6.4)
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Минимальное значение припуска на диаметр:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Значение 2zmin и 2zmax заносим в графы 10 и 11 таблицы 6.1. В строке, соответствующей переходу 00, делаем прочерк.
Определяем общий припуск на обработку z0, суммируя промежуточные припуски:
![]() ;
;
![]() ;
;
![]() ;
;
![]()
Значение z0maxи z0min заносим в строку 7 таблицы 6.1.
Проверим правильность расчётов по формулам [5]:
![]() ; (6.5)
; (6.5)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ; (6.6)
; (6.6)
![]() ;
;
![]() .
.
где Tdзаг – допуск на размер заготовки; Tdдет – допуск на размер готовой детали.
Проверка сходится, следовательно, припуски рассчитаны, верно.
Таблица 6.1
Расчёт припусков на обработку| № оп | Название операции | JT | Td | α | Δ | ε | Dmin | Dmax | 2zmin | 2zmax |
| 00 | Заготовитель-ная | 16 | 2,400 | 0,30 | 0,65 | - | 47,756 | 50,156 | - | - |
| 10 | Токарная (черновая) | 12 | 0,250 | 0,18 | 0,063 | 0 | 45,856 | 46,106 | 1,900 | 4,050 |
| 15 | Токарная (чистовая) | 10 | 0,070 | 0,08 | 0,025 | 0 | 45,370 | 45,440 | 0,486 | 0,666 |
| 80 | Кругло- шлифовальная (предваритель-ная) | 7 | 0,025 | 0,03 | 0,006 | 0,06 | 45,160 | 45,185 | 0,210 | 0,255 |
| 85 | Кругло- шлифовальная (чистовая) | 5 | 0,011 | 0,02 | 0,003 | 0,05 | 44,980 | 44,991 | 0,180 | 0,194 |
| 2z0min | 2,776 | 2z0max | 5,165 | |||||||
Схема расположения припусков, допусков и операционных размеров для поверхности 20 Æ45g5 представлена на рисунке 6.1. Припуски и допуски на остальные поверхности определяем табличным методом [7]. В качестве заготовки используем сортовой прокат. Все интересующие допуски и припуски на остальные размеры смотреть в разделе 3.1. данного дипломного проекта.

Рис. 6.1. Схема расположения припусков, допусков и операционных размеров для поверхности 20 Æ45g5(![]() )
)
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев