АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Разработка схем базирования
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
4.2 Разработка схем базирования
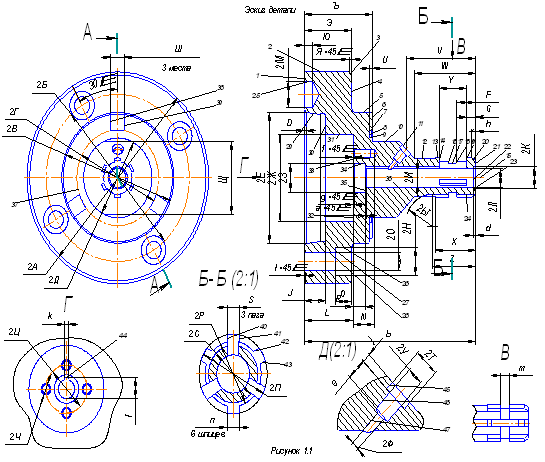
Разработка схем базирования приведена в таблице (план обработки детали лист 07.М15.--.03.0000), которая содержит 4 столбца. Разработку плана изготовления и схем базирования будем вести в соответствии с рекомендациями [12]. В первый столбец заносятся номер и название операции. Во второй столбец заносят марку и название оборудования. В третьем столбце выполняется операционный эскиз, на котором изображается деталь в том виде, который она приобретает в процессе обработки на данной операции. На эскизе приведена теоретическая схема базирования, проставлены операционные размеры, шероховатость и т. д. В четвёртом столбце проставляются технические требования (допуски на получаемый размер, отклонения расположения и т. п.).
На первой операции 00 заготовительная ведётся формирование наружного контура детали на горизонтально-ковочной машине.
На второй операции 05 фрезерно-центровальной в качестве технологических баз используем наружные цилиндрические поверхности 600, 2000 и торец 1800. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и откидного упора. Здесь и далее индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 относится к заготовительной операции.
На третьей операции 10 токарная первый переход (черновой) обрабатываются все поверхности с одного установа, в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), торец 2505 и наружную цилиндрическую поверхность 2000. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и специального патрона представляющего собой сочетание клинорычажного кулачкового и штырькового поводкового патронов.
На операции 10 токарная второй переход (чистовой) обрабатываются все поверхности с одного установа, в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), торец 2505 и наружную цилиндрическую поверхность 20051. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и специального патрона представляющего собой сочетание клинорычажного кулачкового и штырькового поводкового патронов.
На операции 15 круглошлифовальная, в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), поверхность центра 4505 и наружную цилиндрическую поверхность 20051. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 20 наладочная, в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), поверхность центра 4505 и наружную цилиндрическую поверхность 1220. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров и зажимных тисков.
На операции 25 фрезерная первый переход (предварительный), в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), поверхность центра 4505 и наружную цилиндрическую поверхность 1220. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров и зажимных тисков с делительной головкой.
На операции 25 фрезерная второй переход (чистовой), в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), поверхность центра 4505 и наружную цилиндрическую поверхность 1220. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров и зажимных тисков с делительной головкой.
На операции 30 координатно-расточной, в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4405 и 4505), поверхность центра 4505 и наружную цилиндрическую поверхность 1220. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью центров и зажимных тисков с делительной головкой.
На операции 60 центрошлифовальной в качестве технологических баз используем наружные цилиндрические поверхности 660 и 2060, а так же торец 160. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью тисков с призматическими губками и упора.
На операции 80 шлифовальной первый переход (предварительный) в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4470 и 4570), поверхность центра 4570 и наружную цилиндрическую поверхность 1260. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
На операции 80 шлифовальной второй переход (предварительный) в качестве технологических баз используем искусственные технологические базы под вращающиеся центра (поверхности 4470 и 4570), поверхность центра 4570 и наружную цилиндрическую поверхность 1260. Такая схема базирования (двойная направляющая и две опорных точки) материализуется с помощью вращающихся центров и поводкового патрона.
Принятые схемы базирования обеспечивают нулевую или минимальную погрешность базирования при обработке.
Теоретические схемы базирования приведены в графе 3 таблицы «План обработки детали» 07.М15.--.03.0000
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев