АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Расчет механической вентиляции
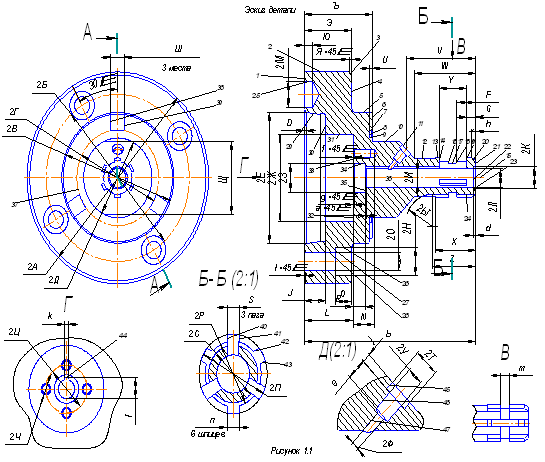
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
13.3.2 Расчет механической вентиляции
Под вентиляционной системой понимается совокупность различных по своему назначению вентиляционных участков, способных обслуживать отдельные помещения и корпус. Вентиляционные системы, используемые в производственных корпусах, можно представить в виде структурной схемы рисунок 13.2.
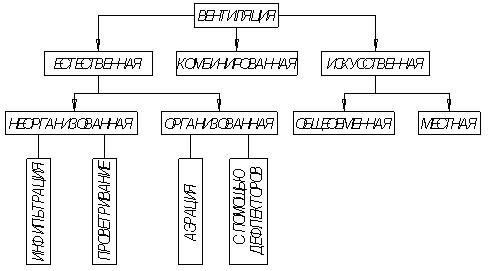
Рис. 13.2. Структурная схема систем вентиляции
По способу подачи воздуха механическая вентиляция бывает: приточной, вытяжной и приточно-вытяжной. Схемы общеобменной вентиляции приведены на рисунке 13.3.

Рис. 13.3. Схема механической вентиляции
Проведем расчет необходимого количества воздуха для цеха методом кратности воздухообмена К, применяемый для ориентировочных расчетов, когда не известны виды и количества выделяющихся вредных веществ [15].
![]() - отношение воздухообмена, создаваемого в помещении, к внутреннему объему помещения. Показывает, сколько раз в течение часа весь объем помещения заполняется вводимым в помещение приточным воздухом.
- отношение воздухообмена, создаваемого в помещении, к внутреннему объему помещения. Показывает, сколько раз в течение часа весь объем помещения заполняется вводимым в помещение приточным воздухом.
![]() , (13.5)
, (13.5)
где S – площадь помещения, м2;
h – высота помещения, м;
V – объём помещения, м3.
Для определения воздухообмена из условия удаления из помещения углекислоты СО2 используют формулу:
![]() , (13.6)
, (13.6)
где L – воздухообмен, м3/ч;
G – количество углекислоты, выделяющейся в помещении, при легкой физической работе G = 30 л/ч;
X1 = 0,6 л/м3 – концентрация СО2 в наружном (приточном) воздухе для города;
X2 = 1 л/м3 – допустимая концентрация СО2 в воздухе помещения с постоянным пребыванием людей.
Тогда,
![]() (13.7)
(13.7)
где 22 – кол-во рабочих, занятых в работе.
Количество приточного воздуха должно быть не менее 75 м3/ч на одного человека, при объеме помещения, приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека.
Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12].
Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. Вытяжная вентиляция выполняется, как правило, в виде местных отсосов – вытяжных шкафов, камер, зонтов, панелей, щелей, бортовых отсосов.
Расчёт вытяжных шкафов. Объём воздуха, удаляемого вытяжными шкафами, определяется по формуле [12]
![]() , (13.8)
, (13.8)
где F – площадь открытого проёма, м2;
V – средняя скорость движения всасываемого воздуха в открытом проёме, м/с, она колеблется в пределах 0,3…0,25 м/с в зависимости от токсичности удаляемых выделений.
Согласно формуле 13.8
![]() .
.
Таким образом, можно заключить, что вентиляция помещения соответствует санитарно – гигиеническим нормам.
13.3.3 Определение категории помещения по пожаро- и взрывоопасности
Проектирование и эксплуатация всех промышленных предприятий регламентируется «Строительными нормами и правилами» (СНиП II-90-81, СНиП II-2-80), «Правилами устройства электроустановок» (ПУЭ-76), а также «Типовыми правилами пожарной безопасности для промышленных предприятий (1975 г.)». В соответствии со СНиП II-2-80 все производства делят по пожарной, взрывной и взрывопожарной опасности на категории А, Б, В, Г и Д. Категория производства по пожарной опасности в значительной степени определяет требования к зданию, его конструкциям и планировке, организацию пожарной охраны и ее техническую оснащенность, требования к режиму и эксплуатации. Поэтому вопрос отнесения производства к той или иной категории является исключительно важным.
В данном случае проектируемое предприятие относится к категории Д – это производства, в которых обрабатываются негорючие вещества, а материалы в холодном состоянии.
13.4 Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
13.4.1 Возможность причинения ущерба окружающей среде выбросами в атмосферу
Предприятия машиностроения выбрасывают в атмосферу загрязненный воздух. В результате - постоянное присутствие вредных веществ в воздухе города, которое приводит к хроническим болезням людей (бронхит, астма и т.п.). Кроме того, загрязнённый воздух отрицательно воздействует на животных, птиц, насекомых и на растения.
Для снижения уровня выбросов токсичных веществ в атмосферу необходимо детально проработать технологический процесс, для оценки и снижения этого уровня. На участке воздух загрязняется аэрозолями смазочно-охлаждающих технологических средств, металлической пылью (все операции резания), абразивной пылью (шлифовальные операции) и другими веществами, поэтому перед выбросом в атмосферу он должен очищаться.
Вредные вещества из рабочей зоны выводятся с помощью приточно– вытяжной вентиляции: приточная вентиляция подает воздух в рабочую зону, а вытяжная удаляет — обе работают одновременно. Количество подаваемого и вытягиваемого воздуха выбирается с учетом требований, предъявляемых к системе вентиляции. Место для забора свежего воздуха выбирается с учетом направления ветра, с наветренной стороны по отношению к выбросным отверстиям, вдали от мест загрязнения. В вентиляционной шахте вытяжной вентиляции устанавливаются специальные фильтры-уловители аэрозолей смазочно-охлаждающих жидкостей, металлической пыли, абразивной пыли и других веществ, которые по истечении своего срока годности заменяют на новые.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев