АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
9. РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Задача раздела – спроектировать специальный клинорычажный комбинированный кулачково и штырьково поводковый патрон с автоматически убирающимися кулачками для базирования и закрепления корпуса на операции 10 и 15 при обработки ее на токарно-винторезном станке с ЧПУ 16К20Ф3.
9.1 Сбор исходных данных

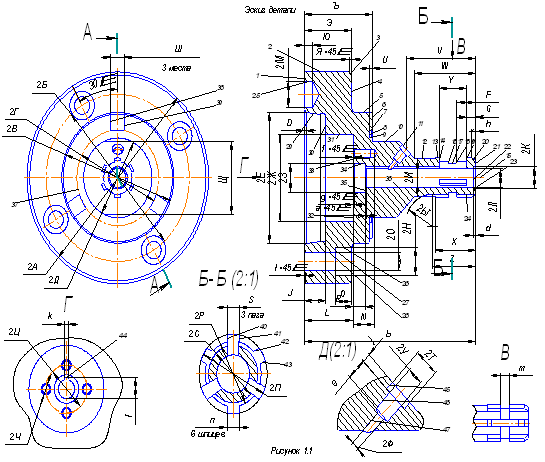
Рис. 9.1. Операционный эскиз
Вид и материал заготовки – поковка сталь 20Х НВ 180±10;
Вид обработки – чистовая (черновая);
Материал и геометрия режущей части резца – Резец прямой проходной левый сборный со сменной четырёхгранной неперетачиваемой пластиной из ВК 8,
γ = - 2°, λ = - 3°, a = 10°, φ = 60°;
Режимы резания: t = 3 мм, подача S = 0,5 мм/об, скорость резания V = 139 м/мин, частота вращения шпинделя n = 3200 об/мин;
Тип приспособления – одноместное универсальное наладочное (УНП) со сменными кулачками;
Металлорежущий станок 16К20Ф3 (наибольший диаметр патрона – 400 мм, внутренний конус шпинделя – Морзе 6 [6], основные размеры концов шпинделя по ГОСТ 12595-72 [6]).
9.2 Расчёт сил резания
Расчет сил резания выполним по методике изложенной в [3]. При продольном и поперечном точении составляющие Рz, Рy, Рx силы резания рассчитываются по формуле:
![]() , (9.1)
, (9.1)
где Cp, x, y, n – постоянная и показатели степени для конкретных условий обработки, выбираются по таблице. При обработке стали Р6М5 резцом, оснащённым пластиной из твёрдого сплава, они равны:
для расчёта Pz → Cp = 300; x = 1,0; y = 0,75; n = -0,15;
для расчёта Py → Cp = 243; x = 0,9; y = 0,60; n = -0,30;
для расчёта Px → Cp = 339; x = 1,0; y = 0,50; n = -0,40.
Поправочный коэффициент Кр представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания:
![]() , (9.2)
, (9.2)
где  коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (np = 1,35 - для расчёта Py; np = 0,75 - для расчёта Pz; np = 1,0 - для расчёта Px) [4];
коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости (np = 1,35 - для расчёта Py; np = 0,75 - для расчёта Pz; np = 1,0 - для расчёта Px) [4];
![]() коэффициент, учитывающий влияние угла в плане резца на силы, равный при φ = 60°, для расчёта Pz →
коэффициент, учитывающий влияние угла в плане резца на силы, равный при φ = 60°, для расчёта Pz → ![]() ; для расчёта Py →
; для расчёта Py → ![]() ; для расчёта Px →
; для расчёта Px → ![]() [4];
[4];
![]() коэффициент, учитывающий влияние переднего угла резца на силы, равный при γ = -2°, для расчёта Pz →
коэффициент, учитывающий влияние переднего угла резца на силы, равный при γ = -2°, для расчёта Pz → ![]() ; для расчёта Py →
; для расчёта Py → ![]() ; для расчёта Px →
; для расчёта Px → ![]() [4];
[4];
![]() коэффициент, учитывающий влияние угла наклона режущей кромки резца на силы, равный при λ = -3°, для расчёта Pz →
коэффициент, учитывающий влияние угла наклона режущей кромки резца на силы, равный при λ = -3°, для расчёта Pz → ![]() ; для расчёта Py →
; для расчёта Py → ![]() ; для расчёта Px →
; для расчёта Px → ![]() [4].
[4].
![]() коэффициент, учитывающий влияние угла наклона режущей кромки резца на силы, равный при r = 2 мм, для расчёта Pz →
коэффициент, учитывающий влияние угла наклона режущей кромки резца на силы, равный при r = 2 мм, для расчёта Pz → ![]() ; для расчёта Py →
; для расчёта Py → ![]() ; для расчёта Px →
; для расчёта Px → ![]() [4].
[4].
Подставим все данные в формулы:
для расчёта Pz → ![]() ;
;
для расчёта Py → ![]() ;
;
для расчёта Px → ![]() .
.
Подставим данные в формулу (8.1)
![]() ;
;
![]() ;
;
![]() .
.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев