АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Технологичность базирования и закрепления
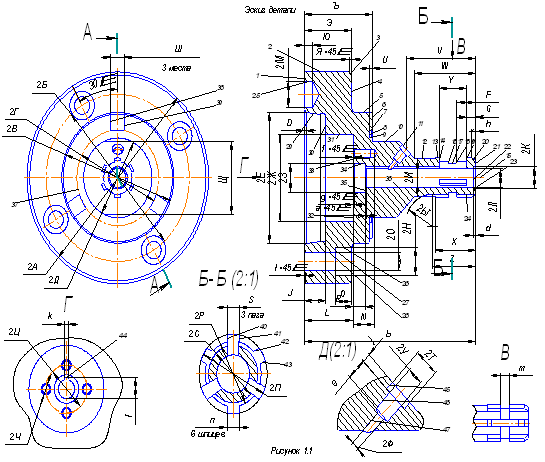
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
Черновой базой для установки заготовки на 05 операции служит цилиндрическая поверхность и торец заготовки. В дальнейшем для повышения точности получаемых размеров подготавливаются искусственные технологические базы под вращающиеся центра. За базы на последующих операциях могут быть приняты искусственные технологические базы под вращающиеся центра и наружные цилиндрические поверхности. Так же для повышения точности получаемых размеров нужно придерживаться правила единства (совпадение измерительной и технологической базы) и постоянства баз (постоянство баз на всех операциях). Точность и шероховатость используемых баз обеспечит требуемую точность обработки. Таким образом, с точки зрения базирования и закрепления, деталь следует считать технологичной.
1.3.4 Технологичность обрабатываемых поверхностей детали
Для получения контура детали предполагается обработать все поверхности детали, т.к. заданные точность и шероховатость не позволяют получить их на заготовительных операциях. Всего обрабатывается 45 поверхностей разной конфигурации. То есть, даже при полной обработке число обрабатываемых поверхностей относительно невелико. Протяжённость обрабатываемых поверхностей небольшая. Точность и шероховатость рабочих поверхностей определяются условиями работы корпуса. Поверхности различного назначения разделены, что облегчает их обработку. Таким образом, с точки зрения обрабатываемых поверхностей деталь следует считать технологичной.
Поскольку деталь «Корпус» отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о её достаточно высокой степени технологичности.
1.4 Формулировка задач дипломного проектирования
В результате анализа исходных данных можно сформулировать следующие задачи дипломного проектирования, решить которые необходимо для достижения цели работы, сформулированной во введении – обеспечить заданный выпуск детали «Корпус» заданного качества с наименьшими затратами путём разработки технологического процесса (ТП) её механической обработки:
1) определить тип производства и выбрать стратегию разработки ТП;
2) выбрать оптимальный метод получения заготовки и маршруты обработки поверхностей;
3) разработать технологический маршрут, выбрать схемы базирования заготовки и составить план обработки;
4) выбрать средства технологического оснащения (СТО) оборудование, приспособления, режущие инструменты, средства контроля;
5) рассчитать припуски на обработку и спроектировать заготовку;
6) провести размерную корректность в радиальном направлении;
7) разработать технологические операции – определить их содержание, рассчитать режимы резания и нормы времени;
8) спроектировать станочное приспособление;
9) спроектировать контрольное приспособление;
10) спроектировать режущий инструмент;
11) исследовать автоколебания технологической системы на операции шлифование;
12) провести патентные исследования в данной области науки;
13) оценить безопасность и экологичность проекта;
14) оценить экономическую эффективность проекта;
Решению этих задач посвящены следующие разделы работы.
2. ВЫБОР СТРАТЕГИИ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Задача раздела – в зависимости от характеристики детали и годового объёма выпуска определить тип производства и на его базе выбрать оптимальную стратегию разработки ТП – принципиальный поход к определению его составляющих (показателей ТП), способствующий обеспечению заданного выпуска деталей заданного качества с наименьшими затратами.
Тип производства – серийное – определен по таблице 2.1 [3] с учётом того, что годовой объём выпуска составляет 5000 штук и масса детали до 8 кг. Согласно рекомендациям [3], [4] принимаем стратегию разработки ТП, которая приведена в таблице 2.1.
Таблица 2.1
Стратегия разработки ТП| Показатель ТП | Тип производства |
| серийное | |
| 1. Форма организации ТП | Переменно-поточная |
| 2. Повторяемость изделий | Периодическое повторение партий |
| 3. Унификация ТП | Разработка специальных ТП на базе типовых |
| 4. Вид стратегии разработки ТП | Последовательная, линейная, жесткая, циклическая, разветвленная и адаптивная |
| 5. Заготовка | Профильный прокат, литье в кокиль, горячая штамповка |
| 6. Припуск на обработку | Незначительный |
| 7. Расчёт припусков | Подробный по переходам |
| 8. Оборудование | Универсальное, отчасти специализированное |
| 9. Загрузка оборудования | Периодическая смена деталей на станках |
| 10. Коэффициент закрепления операций | Свыше 1 до 40 |
| 11. Расстановка оборудования | С учетом характерного направления грузопотоков |
| 12. Настройка станков | По измерительным инструментам и приборам |
| 13. Оснастка | Универсальная и специальная |
| 14. Подробность разработки | Операционные карты |
| 15. Расчёт режимов резания | По отраслевым нормативам и эмпирическим формулам |
| 16. Нормирование | Детальное пооперационное |
| 17. Квалификация рабочих | Различная |
| 18. Использование достижений науки | Значительное |
Принятой стратегией мы будем руководствоваться при разработке ТП, разделы 3 – 7.
3. ВЫБОР МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВКИ И МАРШРУТОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Задача раздела — выбрать методы получения заготовки и маршруты обработки поверхностей детали таким образом, чтобы обеспечить минимум суммарных затрат на получение заготовки и ее обработку.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев