АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Выбор средств контроля
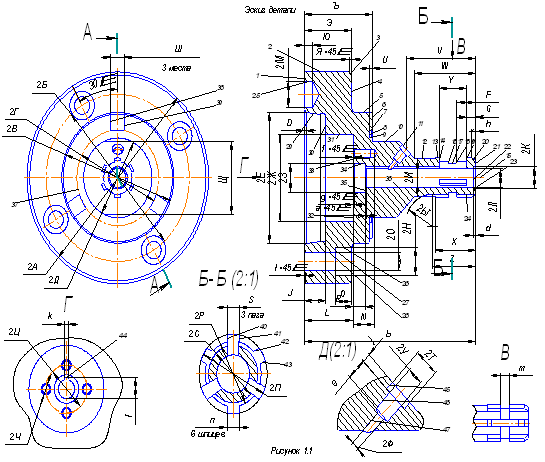
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
5.4 Выбор средств контроля
При выборе средств контроля будем руководствоваться следующими рекомендациями [5]:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако неоправданное повышение точности ведет к резкому их удорожанию;
2) В единичном и мелкосерийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д., в серийном производстве предпочтение следует отдавать так же и калибрам, в крупносерийном производстве – специальные мерительные инструменты;
3) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Данные по выбору средств контроля заносим в таблицу 5.1.
Результаты выбора средств технологического оснащения приведены в таблице 5.1.
Таблица 5.1
Выбор средств технологического оснащения| № и название операции | Марка и название оборудования | Приспособление | Режущий инструмент | Средства контроля |
| 00 Заготовитель-ная | Горизонтально-ковочная машина ГКМ | Гидравлические зажимы | Пресс-форма | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63. Твердомер |
| 05 Фрезерно-центровальная | Фрезерно-центровальный МР-71М | Тиски с призматичес-кими губками ГОСТ4045-57, откидной упор | Дисковая фреза со вставными ножами ВК8 Æ100 мм ГОСТ 6469-69, сверло-зенкер Æ 3,15-7 мм | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, калибр пробка |
| 10 Токарная переход 1 (черновой) | Токарно-винторезный с ЧПУ 16К20Ф3 | Специальный клинорычажный комбинированый кулачково и штырьково поводковый патрон с автоматически убирающимися кулачками | Резец прямой проходной левый ВК8 φ = 45˚ ГОСТ 18869-73 | Штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, |
| 10 Токарная переход 2 (чистовой) | Токарно-винторезный с ЧПУ 16К20Ф3 | Специальный клинорычажный комбинированый кулачково и штырьково поводковый патрон с автоматически убирающимися кулачками | Резец прямой проходной левый ВК8 φ = 60˚ ГОСТ 18878-73, резец прямой подрезной левый ВК8 φ = 60˚ ГОСТ 18880-73, резец канавочный специальный. | Калибры, шаблоны, штангель-циркуль Шц-1 (0-320) ГОСТ 166-63, синусная линейка ГОСТ 4046-61 |
| 15 Круглошлифо-вальная | Круглошлифо-вальный ВНU 32 | Патрон поводковый ГОСТ 14903-69, вращающийся центр ГОСТ 8742-62 | Круг шлифоваль-ный ПП 40А 12НСТ26Б ГОСТ 2424-67 | Микро- метр (0-300мм) ГОСТ 6507-60, синусная линейка ГОСТ 4046-61 |
| 20 Наладочная | Фрезерный с ЧПУ МАНО 700 | Тиски с призматичес-кими губками ГОСТ4045-57, центр ГОСТ 8757-62 | Концевые фрезы различного диаметра Т15К6 ГОСТ8237-57 | Микро- метр (0-300мм) ГОСТ 6507-60 |
| 25 Фрезерная переход 1 (предвари-тельный) | Фрезерный с ЧПУ МАНО 700 | Тиски с призматичес-кими губками ГОСТ4045-57, центр ГОСТ 8757-62, д/г | Концевые фрезы различного диаметра Т15К6 ГОСТ8237-57 | Микро- метр (0-300мм) ГОСТ 6507-60 |
| 25 Фрезерная переход 2 (чистовой) | Фрезерный с ЧПУ МАНО 700 | Тиски с призматичес-кими губками ГОСТ4045-57, центр ГОСТ 8757-62, д/г | Концевые фрезы различного диаметра Т15К6 ОСТ8237-57 | Микро- метр (0-300мм) ГОСТ 6507-60 |
| 30 Слесарная | Слесарный стол | Слесарные приспособления | Пневмоинструмент, напильники ГОСТ72698-60 | - |
| 35 Координатно-расточная | Координатно-расточной 2А450 | Тиски с призматичес-кими губками ГОСТ4045-57, центр ГОСТ 8757-62, д/г | Спиральное сверло Т15К6 ГОСТ10902-64, сверло- зенкер ВК8 ГОСТ12122-66 | Шц1(0-125мм) ГОСТ166-80, калибры. |
| 40 Меднение | Слесарный стол | Тиски с призматичес-кими губками ГОСТ4045-57 | Кисти из нейло-волокна ГОСТ5021-87 | - |
| 45 Цементация | Термопечь | ----------- | ---------- | Твёрдомер |
| 50 Закалка | Термопечь | ----------- | ---------- | Твёрдомер |
| 55 Моечная | Моечная машина Ocifel | Специальная подставка (тара) | Водный раствор тринатрий- фосфата | ----------- |
| 60 Центрошлифо-вальная | Центрошлифо-вальный ZSM5100 | Тиски с призматичес-кими губками ГОСТ4045-57, упор | Шлифоваль-ная головка с углом конуса 60° ГК Э50СМ1Б,К ГОСТ 2447-64 | Калибр-пробка |
| 65 Слесарная | Слесарный стол | Слесарные приспособления, тиски с призматичес-кими губками ГОСТ4045-57 | Комплект метчиков М6-Н6, М5-Н10 по ТУ 857-2680-1958 | Резьб-овые калибры |
| 70 Круглошлифо-вальная переход 1 (предвари-тельный) | Круглошлифо-вальный ВНU 32 | Патрон поводковый ГОСТ 14903-69, вращающийся центр ГОСТ 8742-62 | Круг шлифоваль-ный ПП 40А 12НСТ26Б ГОСТ 2424-67 | Микро- метр (0-300мм) ГОСТ 6507-60, синусная линейка ГОСТ 4046-61 |
| 70 Круглошлифо-вальная переход 2 (чистовой) | Круглошлифо-вальный ВНU 32 | Патрон поводковый ГОСТ 14903-69, вращающийся центр ГОСТ 8742-62 | Круг шлифоваль-ный ПП 40А 12НСТ26Б ГОСТ 2424-67 | Микро- метр (0-300мм) ГОСТ 6507-60, синусная линейка ГОСТ 4046-61 |
| 75 Слесарная | Слесарный стол | Слесарные приспособления, тиски с призматичес-кими губками ГОСТ4045-57 | Комплект метчиков М6-Н6, М5-Н10 по ТУ 857-2680-1958 | Резьбовые калибры |
| 80 Слесарная | Слесарный стол | Слесарные приспособления, тиски с призматичес-кими губками ГОСТ4045-57 | Маркёр | ---------- |
| 85 Моечная | Моечная машина Ocifel | Специальная подставка (тара) | Водный раствор тринатрий- фосфата | ----------- |
| 90 Контрольная | Контрольный стол | --------- | --------- | Все необхо-димые средства контроля |
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев