АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Исходные данные для экономического обоснования сравниваемых вариантов
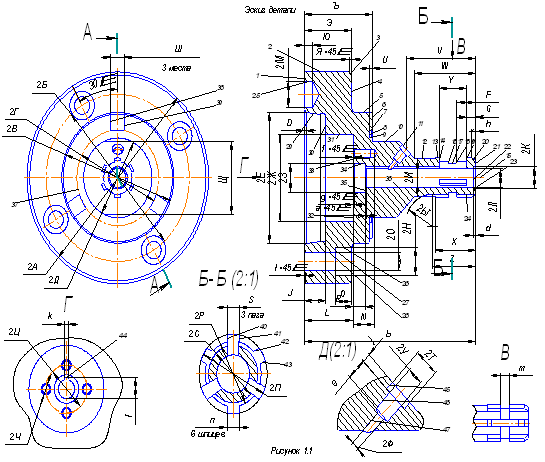
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
14.2 Исходные данные для экономического обоснования сравниваемых вариантов
Таблица 14.2
Исходные данные для экономического обоснования сравниваемых вариантов
| № | Показатели | Условное обозначе-ние, единица измерения | Значение показателей | Источник информа-ции | |
| Базовый | Проект | ||||
| 1 | Годовая программа выпуска |
| 5000 | 5000 | Задание |
| 2 | Норма штучного времени, в т.ч. машинное время |
| 8,3 | 4,4 | Расчет |
| 5,7 | 2,0 | ||||
|
| 100,4 | 50,0 | |||
| 72,2 | 35,5 | ||||
|
| 3,4 | 2,4 | |||
| 2,0 | 1,4 | ||||
|
| 30,1 | 30,1 | |||
| 10,2 | 10,2 | ||||
| 3 | Часовая тарифная ставка Рабочего-оператора: Наладчика: |
| 34,97 37,55 | 34,97 37,55 | Данные кафедры ЭиУП (Прил. 11) |
| 4 | Эффективный годовой фонд времени рабочего |
| 3779 | 3779 | Или расчет из раздела дипломной работы – "Планировка участка" |
| 5 | Коэффициент доплаты до часового, дневного и месячного фондов |
| 1,08 | 1,08 | Данные кафедры ЭиУП (Прил. 11) |
| 6 | Коэффициент доплат за профмастерство (начиная с 3-го разряда) |
| 1,067 | 1,067 | Данные кафедры ЭиУП (Прил. 11) |
| 7 | Коэффициент доплат за условия труда |
| 1,1 | 1,1 | Данные кафедры ЭиУП (Прил. 11) |
| 8 | Коэффициент доплат за вечерние и ночные часы |
| 1,1 | 1,1 | Данные кафедры ЭиУП (Прил. 11) |
| 9 | Коэффициент премирования |
| 1,25 | 1,25 | Данные кафедры ЭиУП (Прил. 11) |
| 10 | Коэффициент выполнения норм |
| 1,25 | 1,25 | Данные кафедры ЭиУП (Прил. 11) |
| 11 | Коэффициент отчисления на социальные нужды |
| 0,26 | 0,26 | Данные кафедры ЭиУП (Прил. 11) |
| 12 | Трудоемкость проектирования техники, технологии |
| 85 | 85 | Прил. 8 |
| 13 | Цена единицы оборудования |
| 150000 | 230000 | Прил. 4 или п. 5-7 списка литературы |
|
| 150000 | 445000 | |||
|
| 150000 | 650000 | |||
|
| 520000 | 520000 | |||
| 14 | Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) |
| 0,2 | 0,2 | - |
| 15 | Выручка от реализации изношенного оборудования (5% от цены) |
| 7500 | 11500 | Расчет |
|
| 7500 | 22250 | |||
|
| 7500 | 32500 | |||
|
| 26000 | 26000 | |||
| 16 | Эффективный годовой фонд времени работы оборудования (при односменной работе – 2030 часов, при 2-х сменной – 4015 часов, при 3-х сменной – 5960 часов) |
| 4015 | 4015 | Или расчет из раздела дипломной работы – "Планировка участка". |
| 17 | Коэффициент на текущий ремонт оборудования |
| 0,3 | 0,3 | - |
| 18 | Установленная мощность электродвигателя станка |
| 10 | 13 | Паспорт станка |
|
| 10 | 10 | |||
|
| 10 | 4,5 | |||
|
| 17 | 17 | |||
| 19 | Коэффициент одновременности работы электродвигателей (0,8…1,0) |
| 0,9 | 0,9 | - |
| 20 | Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
| 0,75 | 0,75 | - |
| 21 | Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) |
| 0,7 | 0,7 | - |
| 22 | Коэффициент потерь электроэнергии в сети завода (1,04…1,08) |
| 1,06 | 1,06 | - |
| 23 | Тариф платы за электроэнергию |
| 1,39 | 1,39 | Данные кафедры ЭиУП (Прил. 11) |
| 24 | Коэффициент полезного действия станка (0,7…0,95) |
| 0,9 | 0,85 | Паспорт станка |
|
| 0,9 | 0,9 | |||
|
| 0,9 | 0,95 | |||
|
| 0,8 | 0,8 | |||
| 25 | Цена (себестоимость изготовления) единицы инструмента |
| 150 | 160 | Прил. 2, п. 5-7 списка литературы. |
|
| 200 | 210 | |||
|
| 200 | 44 | |||
|
| 400 | 400 | |||
| 26 | Коэффициент транспортно-заготовительных расходов на доставку инструмента |
| 1,02 | 1,02 | - |
| 27 | Выручка от реализации изношенного инструмента по цене металлолома (20% от цены) |
| 30 | 32 | Расчет |
|
| 40 | 42 | |||
|
| 40 | 8,8 | |||
|
| 80 | 80 | |||
| 28 | Количество переточек инструмента до полного износа |
| 15 | 15 | Прил. 1 |
|
| 15 | 15 | |||
|
| 15 | 16 | |||
|
| 16 | 16 | |||
| 29 | Стоимость одной переточки |
| 11,2 | 92,8 | Прил. 1 |
|
| 11,2 | 11,2 | |||
|
| 11,2 | 144 | |||
|
| 144 | 144 | |||
| 30 | Коэффициент случайной убыли инструмента |
| 1,1 | 1,1 | Прил. 1 |
| 31 | Стойкость инструмента между переточками |
| 1,0 | 1,0 | Прил. 1 |
|
| 1,0 | 1,0 | |||
|
| 1,0 | 2,0 | |||
|
| 2,0 | 2,0 | |||
| 32 | Цена единицы приспособления |
| 7623 | 1000 | Прил. 2, п. 5-7 списка литературы. |
|
| 7623 | 21000 | |||
|
| 7623 | 1000 | |||
|
| 31000 | 31000 | |||
| 33 | Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
| 1,5 | 1,5 | - |
| 34 | Выручка от реализации изношенного приспособления (20% от цены) |
| 1524,6 | 200 | Расчет |
|
| 1524,6 | 4200 | |||
|
| 1524,6 | 200 | |||
|
| 6200 | 6200 | |||
| 35 | Количество приспособлений, необходимое для производства годовой программы деталей |
| 1 | 1 | Расчет |
| 2 | 1 | ||||
| 1 | 1 | ||||
| 1 | 1 | ||||
| 36 | Физический срок службы приспособления (3…5 лет) |
| 4 | 4 | - |
| 37 | Расход на смазочно-охлаждающие жидкости (200…300 руб. на один станок в год) |
| 250 | 250 | - |
| 38 | Удельный расход воды для охлаждения на один час работы станка |
| 0,6 | 0,6 | Данные кафедры ЭиУП |
| 39 | Тариф платы за 1м3 воды |
| 1,6 | 1,6 | Данные кафедры ЭиУП (Прил. 11) |
| 40 | Удельный расход воздуха за 1 час работы установки, приспособления (0,1…0,15 м3/час) |
| 0,1 | 0,1 | - |
| 41 | Тариф платы за м3 сжатого воздуха |
| 0,15 | 0,15 | Данные кафедры ЭиУП (Прил. 11) |
| 42 | Площадь, занимаемая одним станком |
| 2,9 | 5,1 | Паспорт станка |
|
| 2,9 | 5,7 | |||
|
| 2,9 | 3,9 | |||
|
| 6,86 | 6,86 | |||
| 43 | Коэффициент, учитывающий дополнительную площадь |
| 4,5 | 4,0 | Прил. 10 |
|
| 4,5 | 4,0 | |||
|
| 4,5 | 4,5 | |||
|
| 4,0 | 4,0 | |||
| 44 | Стоимость эксплуатации 1м2 площади здания в год |
| 4500 | 4500 | Данные кафедры ЭиУП (Прил. 11) |
| 45 | Норма обслуживания станков одним наладчиком (10…20 станков на одного рабочего) |
| 10 | 10 | - |
| 46 | Специализация: - оборудование (универсальное, специальное); - приспособления (универсальное, специальное); - инструмент (универсальный, специальный) | 05 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - универ-сальное; - универ-сальный | Выбор СТО |
| 15 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - специ-альное; - универ-саль-ный, специ-альный | |||
| 70 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - специ-альное; - универ-сальный | Выбор СТО | ||
| 85 | - универ-сальное; - универ-сальное; - универ-сальный | - универ-сальное; - универ-сальное; - универ-сальный | |||
| 47 | Материал заготовки и метод получения | - | 20Х штам-повка | 20Х штам-повка | Задание |
| 48 | Масса заготовки |
| 5,4 | 5,4 | Расчет |
| 49 | Вес отходов в стружку |
| 1,4 | 1,4 | Расчет |
| 50 | Цена 1кг материала заготовки |
| 56,11 | 56,11 | Прил. 5 |
| 51 | Цена 1кг отходов |
| 1,82 | 1,82 | Прил. 5 |
| 52 | Коэффициент транспортно-заготовительных расходов (1,05…1,06 – для черных металлов; 1,01…1,02 – для цветных металлов) |
| 1,05 | 1,05 | - |
| Дополнительные исходные данные для станков с ЧПУ | |||||
| 55 | Затраты на разработку одной программы |
| - | - | Прил.6 |
|
| - | 7000 | |||
|
| - | - | |||
|
| - | - | |||
| 56 | Коэффициент, учитывающий потребности с восстановлением перфоленты |
| 0,06 | 0,06 | - |
| 57 | Период выпуска деталей данного наименования |
| 3 | 3 | - |
| 58 | Величина запуска деталей (размер партии запуска) |
| - | - | Прил. 7 |
|
| - | 40 | |||
|
| - | - | |||
|
| - | - | |||
| 59 | Межоперационное время на передачу партии деталей |
| 0,5 | 0,5 | - |
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев