АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Расчет приведенных затрат и выбор оптимального варианта
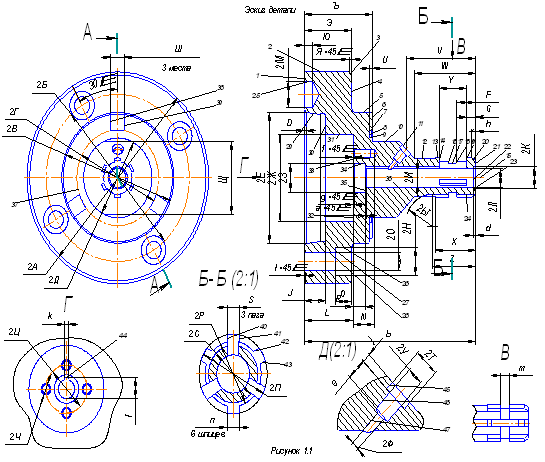
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
14.7 Расчет приведенных затрат и выбор оптимального варианта
Таблица 14.7
Расчет приведенных затрат и выбор оптимального варианта
| № | Наименование показателей, единица измерения | Расчетные формулы и расчет | Значение показателей | |
| Баз. | Пр. | |||
| 1 | Приведенные затраты на единицу детали, руб. |
| 1727,36 | 1237,92 |
| 2 | Годовые приведенные затраты, руб. |
| 8636795 | 6189600 |
Из рассчитанных вариантов, проектируемым считается тот, в котором приведенные затраты на единицу изделия составляют наименьшую величину. В нашем случае в проектном варианте приведенные затраты на единицу изделия, наименьшие.
14.8 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
14.8.1 Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости обработки детали
![]() , (14.1)
, (14.1)
![]() ,
,
где ![]() – полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
– полная себестоимость изготовления единицы детали, соответственно по базовому и проектному вариантам.
14.8.2 Налог на прибыль
![]() , (14.2)
, (14.2)
![]() ,
,
где ![]() – коэффициент налогообложения прибыли (Приложение 11) [44].
– коэффициент налогообложения прибыли (Приложение 11) [44].
14.8.3 Чистая ожидаемая прибыль
![]() , (14.3)
, (14.3)
![]() .
.
14.8.4 Срок окупаемости капитальных вложений
После определения чистой прибыли определяется расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
![]() , (14.4)
, (14.4)
![]()
где ![]() – капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
– капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
![]() – общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента (таблица 14.4 пункт 3 данной работы)
– общие капитальные вложения, необходимые для приобретения оборудования, оснастки и инструмента (таблица 14.4 пункт 3 данной работы)
Расчетный срок окупаемости инвестиций (капитальных вложений) принимается за горизонт расчета (максимально ожидаемое время окупаемости инвестиций), Т.
Далее думаем с точки зрения инвестора-предприятия, которое должно осуществить его проект. Используя методы дисконтирования, решаем вопрос о том, стоит ли вкладывать средства в разработанный проект, который в течение принятого горизонта расчета принесет дополнительную прибыль, или лучше при существующей процентной ставке на капитал положить деньги в банк.
Для этого в пределах принятого горизонта расчета (Т) рассчитываем текущую стоимость будущих денежных доходов (денежных потоков), приведенных к текущему времени (времени начала осуществления проекта) через коэффициенты дисконтирования.
Общая текущая стоимость доходов (чистой дисконтированной прибыли) в течение принятого горизонта расчета определяется по формуле:
![]() , (14.5)
, (14.5)
 ,
,
где ![]() – горизонт расчета, лет (месяцев);
– горизонт расчета, лет (месяцев);
![]() – процентная ставка на капитал (например, при 5%
– процентная ставка на капитал (например, при 5% ![]() 10%
10% ![]() ;при 20%
;при 20% ![]() и т.д.);
и т.д.);
![]() – 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
– 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
Таблица дисконтных коэффициентов приведена в Приложении 9 [44].
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев