АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
Загрязнение сточными водами
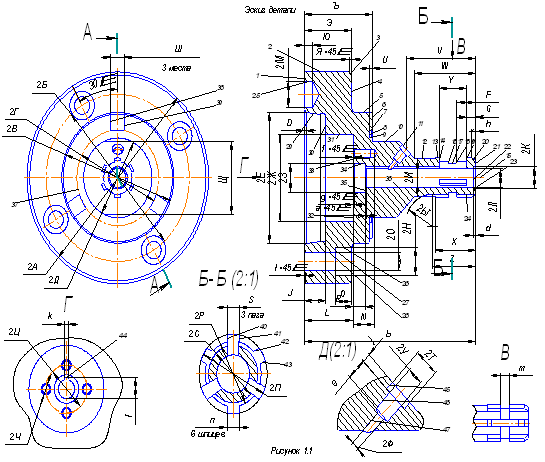
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
13.4.2 Загрязнение сточными водами
Промышленные предприятия сбрасывают в водоемы отработанную воду, которая загрязняет сточные воды вредными веществами (песок, окалина, металлическая стружка, пыль, минеральные масла и т. п.).
При работе используется большое количество смазывающе-охлаждающих технологических средств (СОТС), масляных эмульсий. Образующиеся при этом маслоэмульсионные воды представляют собой водные растворы эмульсолов. Такую сточную воду требуется очищать от маслопримесей специальными адсорбентами. Необходимость в очистке воды также возникает на операциях промывки деталей раствором тринатрий-фосфата.
13.4.3 Возможность загрязнения окружающей среды твёрдыми промышленными отходами
Отходы машиностроительных предприятий в основном образуются от производства проката, литья, механической обработки. В данной технологии в процессе производства твёрдые отходы образуются в виде амортизационного лома (модернизация оборудования, оснастки), металлической стружки, осадков и пыли (отходы систем очистки воздуха).
Извлечённая при обработке металлическая стружка перерабатывается методом переплава. Для чего её сначала подвергают дроблению на стружкодробилках различных типов (фрезерных, молотковых и валковых). В металлической стружке, предназначенной для переплава, суммарное содержание безвредных примесей, влаги и масла не должно превышать 3%. Наличие этих примесей сверх указанного предела приводит к ухудшению качества выплавляемого металла и к загрязнению окружающей среды. В то же время стружка содержит до 20% СОЖ. Поэтому стружку подвергают обезжириванию, используя центрифуги, моечно-сушильные установки и нагревательные печи. Затем её приводят в компактное состояние, применяя холодное и горячее брикетирование на специальных брикет-прессах. Эти брикеты непосредственно используются в плавильных агрегатах.
Таким образом, технологический процесс оказывается практически безотходным и не влияющим на здоровье людей.
13.4.4 Возможность акустического загрязнения окружающей среды
Многообразие источников шума и вибрации в машиностроении обуславливает наличие всех их разновидностей. Источниками аэродинамических шумов и механических шумов и вибраций высоких уровней являются вентиляционные системы, насосы, компрессорные установки, суммарный уровень шумов которых (в основном высокочастотных) достигает 135¸145 дБ. Тогда как допустимый уровень шума для территории жилой застройки 33¸67 дБ.
Совокупность возникающих под действием шума нежелательных изменений в организме человека можно рассматривать как шумовую болезнь. Комплекс симптомов, характерный для воздействия вибрации, получил название вибрационной болезни.
Оборудование, по возможности, целесообразнее установить на резиновые амортизаторы, что снижает уровень вибрации в 2 раза и делает его неопасной для окружающей среды. Вибрация в вентиляционных установках снижается путём применения рёбер жёсткости.
13.5 Безопасность в чрезвычайных и аварийных ситуациях
Крупные аварии на предприятии могут возникать в результате стихийных бедствий, нарушения технологии производства, нарушения правил эксплуатации оборудования и установленных мер безопасности.
Стихийные бедствия — явления природы, вызывающие экстремальные ситуации, такие как землетрясения, наводнения, пожары и т. п. Под аварией понимают внезапную остановку работы или нарушение процесса производства на промышленном предприятии, приводящее к повреждению или уничтожению материальных ценностей. Под катастрофой понимают внезапное бедствие, событие, влекущее за собой трагические последствия. Катастрофы сопровождаются разрушением зданий, различных сооружений, уничтожением материальных ценностей и гибелью людей. Наиболее опасным следствием крупных аварий являются пожары и взрывы.
Для ликвидации последствий, вызванных стихийными бедствиями или катастрофами, привлекаются формирования общего назначения и службы гражданской обороны. Основная задача формирований при ликвидации — спасение людей и материальных ценностей. Организация работ производится с учетом обстановки, степени разрушения и повреждения зданий. Работы должны производятся в кратчайшие сроки, так как необходимо спасти жизни людей и оказать раненым экстренную медицинскую помощь, а также предотвратить последствия катастрофы.
К мероприятиям по предотвращению крупных аварий и катастроф относятся: закладка в проекты вновь создаваемых объектов планировочных, технических и технологических решений, которые должны максимально уменьшить вероятность возникновения аварий или значительно снизить материальный ущерб, если авария всё же произойдет. Кроме того, должны быть предусмотрены мероприятия по эвакуации персонала при чрезвычайных ситуациях (ЧС). В случае появления непосредственной опасности возникновения чрезвычайной ситуации, в штабе гражданской обороны должен производится инструктаж людей по необходимым действиям.
Одним из последствий аварии на предприятиях может стать выброс токсичных отходов в окружающую среду. При возникновении очага поражения токсичными отходами туда высылается радиационная и химическая, а также медицинская разведка для уточнения места заражения и направления распространения зараженного воздуха. Подготавливаются формирования для проведения спасательных работ. В очаге поражения оказывается помощь пострадавшим, проводится их сортировка и эвакуация в медицинские учреждения. Очаг поражения оцепляется - проводится обеззараживание местности, а также санитарная обработка. В первую очередь надеваются противогазы на поражённых людей, им оказывается первая медицинская помощь, вводятся антидоты. Часто последствием аварии может стать разлив нефти или масла на поверхности водоёмов. Удаляют нефтяную плёнку с поверхности воды с помощью абсорбентов.
При проектировании рабочего участка для изготовления корпуса оправки расточной необходимо учесть возможные опасные, критические и аварийные ситуации, которые могут возникнуть в процессе работы, а также рассмотреть вопрос об их предотвращении. На производстве существует четыре вида потенциальных опасностей, обуславливающих применение соответствующих методов и средств защиты:
1. Динамическое воздействие на человека (толчки, удары) исполнительных устройств или других движущихся механизмов, в результате непредусмотренных процессом неожиданных форм освобождения энергии и воздействия ее на человека;
2. Механическое воздействие на человека (прижим, сдавливания) исполнительных устройств, возникающее из-за конструктивных особенностей, а также неправильных действий оператора;
3. Типичные факторы потенциальной опасности: электрический ток, электрический удар, электродуга и т.д.
4. Пожаро- и взрыво- опасность.
Для защиты человека от опасности действия динамического, механического и электрического воздействия применяют метод, обеспечивающий невозможность проникновения человека в опасную зону.
Метод состоит в разработке, выборе и применении ограждающих, блокирующих, предупреждающих, сигнализирующих систем, обеспечивающих недоступность человека к опасному объекту. В частности, компоновка всего оборудования произведена с учетом требований техники безопасности. Расстояние между основным технологическим оборудованием и между оборудованием и ограждением – не менее 600 мм.
Важным фактором является пожарная безопасность производства. Производственные цеха должны быть оборудованы специальными противопожарными средствам и средствами пожаротушения, к таким относятся набор экстренного тушения огня, в который входит кирка, лопата, лом, песок и огнетушитель. К организованным средствам пожаротушения относятся, заложенные в архитектуре здания средства противопожарной защиты. Так же противопожарная сигнализация функция, которой сигнализировать при пожаре.
Большую опасность на машиностроительных предприятиях представляют пожары и взрывы, поэтому для эвакуации необходимо наличие эвакуационных выходов.
Причиной возникновения на участке пожара может быть:
- образование искры, получившейся в результате короткого замыкания;
- образование искр при обработке абразивным инструментом;
- возгорание в результате контакта промасленной ветоши или спецодежды с горячими частями оборудования;
- неосторожное обращение с огнём;
- неосторожное обращение с легко воспламеняющимися горюче – смазочными материалами;
- загорание мусора из-за большого скопления и не соблюдения режима курения;
- самовозгорание в воздухе;
- загорание масла в поддоне станка из-за разрыва шлангов.
На участке используются следующие средства пожаротушения:
- огнетушители ОХП-10, ОВП-10, ОУ-2.5-8;
- пожарные краны;
- пожарные щиты;
- участок оборудован средствами связи и пожарными извещателями.
Мероприятия режимного характера:
- контроль за производством огневых и покрасочных работ;
- контроль за режимом курения.
В настоящее время помимо вышеуказанных потенциальных опасностей присоединилась ещё одна не менее важная угроза – это угроза терроризма. Для защиты человека от этой опасности проводятся предупредительные мероприятия, взывая к бдительности граждан, сообщать о подозрительных лицах и предметах в правоохранительные органы. Так же проводится ряд лекционных мероприятий, на случай если вы окажетесь в заложниках и как вести себя в таких ситуациях.
Выводы
Рассмотрев опасные вредные производственные факторы (ОВПФ) производственного объекта, воздействие этого объекта на окружающую среду, возможные чрезвычайные и аварийные ситуации на его территории и предложив меры по их устранению можно сделать вывод о том, что проектируемый технологический процесс удовлетворяет строительным и санитарно-гигиеническим нормам и не наносит сильного вреда человеку и окружающей среде.
14. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Задача раздела – рассчитать себестоимость по базовому и проектному вариантам, произвести выбор оптимального варианта и определить показатели его экономической эффективности.
Расчет будем вести по методике [44].
14.1 Краткая характеристика сравниваемых вариантов
Таблица 14.1
Краткая характеристика сравниваемых вариантов
| Базовый вариант | Проектируемый вариант |
| Технологический процесс обработки корпуса оправки расточной содержит следующие операции: 00 – заготовительная; 05 – Токарная черновая (2 установа); 10 – Токарная чистовая (2 установа); 15 – Круглошлифовальная; 20 – Наладочная; 25 – Фрезерная (предварительная); 30 – Фрезерная (чистовая); 35 – Слесарная; 40 – Координатно-расточная; 45 – Меднение; 50 – Цементация; 55 – Закалка; 60 – Моечная; 65 – Токарная; 70 – Круглошлифовальная (предв.); 75 – Круглошлифовальная (чист); 80 – Слесарная; 85 – Маркировочная; 90 – Моечная; | В технологический процесс обра-ботки корпуса оправки расточной вносятся следующие изменения: 1) 05 операция (токарная) засверловка отверстий пов. 44, 45 и подрезка торцев пов. 1, 25, выполняемая в два установа, заменяется на фрезерно-центровальную (1 установ), что существенно сокращает операци-онное время; 2) На всех токарных операциях заменяем станок 1К62 на 16К20Ф3. 3) Операции 05 и 10 токарная черновая и токарная чистовая выполняем с одного установа вместо двух, при этом применив специальный патрон. 4) Вместо операции 65 Токарной, применяемой для правки центров, выполняемой на двух установах, вводим операцию центро-шлифовальную, выполняемую с |
| 95 – Контрольная. Тип производства – мелкосерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. | одного установа – это существенно сокращает машинное время и повысит качество ТБ. Тип производства – мелкосерийный. Условия труда – нормальные. Форма оплата труда – повременно-премиальная. |
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев