АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Технологичность базирования и закрепления
Выбор метода получения заготовки
Выбор маршрутов обработки поверхностей
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА И СХЕМ БАЗИРОВАНИЯ
Разработка схем базирования
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Выбор средств контроля
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
РАЗМЕРНЫЙ АНАЛИЗ В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Расчет припусков
Расчёт операционных размеров
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
Расчёт усилия зажима
Расчет силового привода
ПРОЕКТИРОВАНИЕ КОНТРОЛЬНОГО ПРИСПОСОБЛЕНИЯ
Анализ ситуации
Опасные вредные производственные факторы (ОВПФ) рассматриваемого производственного объекта
Расчет механической вентиляции
Загрязнение сточными водами
Исходные данные для экономического обоснования сравниваемых вариантов
Расчет необходимого количества оборудования и коэффициентов загрузки
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса
Расчет приведенных затрат и выбор оптимального варианта
Интегральный экономический эффект
Навигация
ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
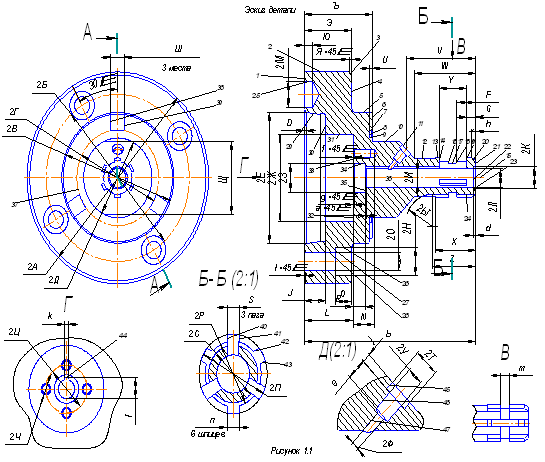
Технологический процесс изготовления корпуса расточной оправки
159496
знаков
20
таблиц
19
изображений
5. ВЫБОР СРЕДСТВ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Задача раздела – выбрать для каждой операции ТП такие оборудование, приспособления, режущий инструмент (РИ) и средства контроля, которые бы обеспечили минимальные затраты на обработку при безусловном выполнении требований к качеству обработки, заданных чертежом детали.
При выборе оснастки следует руководствоваться и общепринятыми рекомендациями [3].
5.1 Выбор оборудования
При выборе типа и модели металлорежущих станков будем руководствоваться следующими рекомендациями [3]:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции;
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки;
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком;
4) Оборудование не должно быть дефицитным, следует отдавать предпочтение отечественным станкам;
5) В серийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многошпиндельные полуавтоматы. На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности;
6) Оборудование должно отвечать требованиям безопасности, эргономики и экологии.
Если для какой-то операции этим требованиям удовлетворяет несколько моделей станков, то для окончательного выбора будем проводить сравнительный экономический анализ.
Выбор оборудования проводим в следующей последовательности:
1) Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков;
2) Исходя из положения обрабатываемой поверхности, выбираем тип станка;
3) Исходя из габаритных размеров заготовки, размеров обработанных поверхностей и точности обработки выбираем типоразмер (модель) станка.
Данные по выбору оборудования заносим в таблицу 5.1.
5.2 Выбор приспособлений
При выборе приспособлений будем руководствоваться следующими рекомендациями [3]:
1) Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов;
2) Приспособление должно обеспечивать надежное закрепление заготовки при обработке;
3) Приспособление должно быть быстродействующим и удобным в эксплуатации;
4) Зажим заготовки должен осуществляться, как правило, автоматически;
5) Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
Исходя из типа, модели станка и метода обработки, выбираем тип приспособления.
Выбор приспособления будем производить в следующем порядке:
1) Исходя из теоретической схемы базирования и формы базовых поверхностей, выбираем вид и форму опорных, зажимных и установочных элементов;
2) Исходя из расположения базовых поверхностей и их состояния (точность, шероховатость), формы заготовки и расположения обрабатываемых поверхностей выбираем конструкцию приспособлений;
3) Исходя из габаритов заготовки и размеров базовых поверхностей, выбираем типоразмер приспособления.
Данные по выбору приспособлений заносим в таблицу 5.1.
5.3 Выбор режущего инструмента
При выборе режущего инструмента будем руководствоваться следующими рекомендациями [3]:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости;
2) Следует отдавать предпочтение стандартным и нормализованным инструментам. Специальный инструмент следует проектировать в крупносерийном и массовом производстве, выполнив предварительно сравнительный экономический анализ;
3) При проектировании специального режущего инструмента следует руководствоваться рекомендациями по его совершенствованию;
Выбор режущего инструмента будем производить в следующем порядке:
1) Исходя из типа и модели станка, расположения обрабатываемых поверхностей и метода обработки, определяем вид режущего инструмента;
2) Исходя из марки обрабатываемого материала, его состояния и состояния поверхности, выбираем марку инструментального материала;
3) Исходя из формы обрабатываемой поверхности, назначаем геометрические параметры режущей части (форма передней поверхности, углы заточки: g, a, j, j1, l; радиус при вершине);
4) Исходя из размеров обрабатываемой поверхности, выбираем конструкцию инструмента, его типоразмер и назначаем период стойкости Т.
Данные по выбору режущего инструмента заносим в таблицу 5.1.
Похожие работы





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм. Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат. 4. Разработка технологического маршрута и плана изготовления 4.1 Выбор методов обработки поверхностей корпуса Выбор методов обработки поверхностей детали резанием выполним ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев